Dimensional Precision
Plastiform impressions replicate surface geometry with a resolution below 1 µm. In comparative measurement against the original part, tolerances of ±1 µm are achievable under standard conditions.
This page explains how that precision is defined, verified, and what factors can affect it.
How Precision Is Defined
Precision in Plastiform refers to the fidelity of the replica compared to the original surface. Here is specifications to look for:
- 01 / 03
Dimensional accuracy
Linear dimensions, diameters, radius, and angles match the original within ±1 µm.
- 02 / 03
Surface finish reproduction
Roughness peaks, valleys, and texture patterns are faithfully transferred.
- 03 / 03
Micro detail capture
Threads, grooves, scratches, and pores as small as 1 µm are resolved.
The claim is verified by taking an impression of a certified ring gauge or any reference part with known dimensions, then measuring the impression and the reference on the same conditions.
The difference between the known dimension and the measured dimension defines the accuracy.
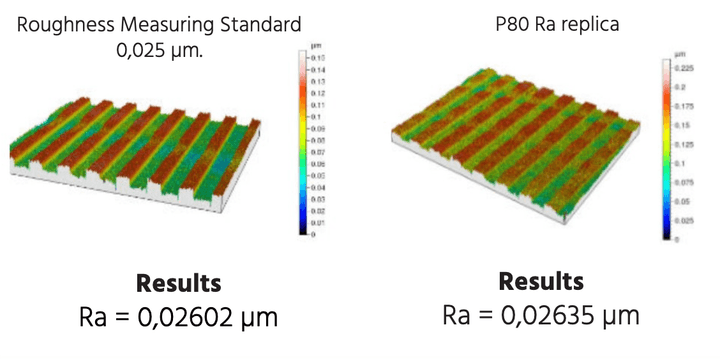
As a reference, here is a comparative measurement conducted by CETIM Laboratories as an independent, unbiased third-party reference. The test was performed on a P80Ra replica to inspect the roughness of a surface.
Factors That Preserve Precision
| Factor | Requirement |
|---|---|
| Surface preparation | Clean, degreased surface. No oil or residue. |
| Mixing ratio | Exactly 1:1 base to catalyst. |
| Polymerization temperature | 20°C ideal. Between 15°C and 25°C is acceptable. |
| Extraction method | Pull straight out without twisting or tearing. |
| Measurement temperature | Measure at or near the temperature of the original part. Ideally 20°C or within the 15-25 °C range |
| Instrument choice | Non contact instruments is the ideal option for measuring a Plastiform impression. |

