焊接质量控制:全面指南
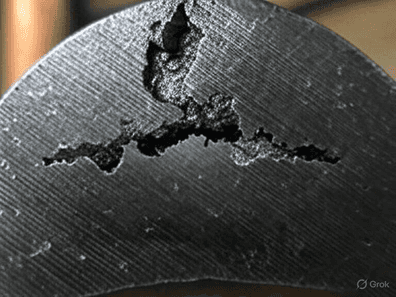
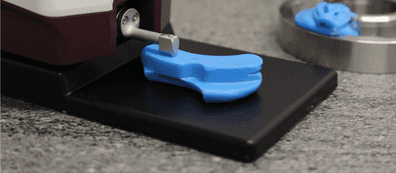
焊接质量控制是一系列旨在确保焊缝完整性并符合既定标准的流程遵循这些步骤,您将能有效预防缺陷,确保每个项目的焊缝都安全可靠。据统计,焊接质量检测市场规模在 2024 年已达到 12 亿美元,并预计将以 8.5% 的复合年增长率在 2033 年增至 25 亿美元。这组数据着实亮眼,对吧?这一增长趋势凸显了质量在机械工程领域的核心地位,毕竟,高质量是提升各应用领域安全与效率的关键。无论是采用目视检查技术,还是运用无损检测策略,许多工程师在发现问题的过程中都面临着重重挑战。本文将带您深入探讨焊接质量标准、缺陷检测方法以及维持高标准的实用工具。您将学到如何将这些知识活学活用到日常工作中,从而取得更优异的成果。让我们一探究竟吧。什么是焊接质量保证?首先,我们来厘清质量保证的核心概念。质量保证(QA)是一系列预防性措施,贯穿于监控和评估的全过程。它旨在从源头上确保焊缝的高品质,就如同设立一道道防线,防患于未然。质量控制(QC)则重在验证,即检验您的焊缝是否符合既定规范。在这一环节,您需要依据明确的标准对生产流程及最终产品进行检查与测试。通过无损检测和目视检查等方法,便能及时发现潜在的缺陷。可以说,QA 与 QC 相辅相成,是确保产品符合焊接质量标准和法规要求的左膀右臂。在真实的商业环境中,无论是压力容器还是结构钢项目,合同中几乎无一例外地会要求遵循相关规范。这些流程正是向客户证明,所交付的产品或服务均达到特定质量标准的有力凭证。倘若忽视这些程序,您的产品或服务将面临巨大风险。在最坏的情况下,劣质焊缝甚至可能引发严重事故或灾难。这样的后果,相信没人愿意承担。技术文件现在,我们将目光转向指导质量工作的关键技术文件。以下是我们将重点关注的几类文件:所有这些文件都必须严格遵守焊接质量标准。它们不仅为审计提供依据,更有助于及早发现和解决问题。焊接程序规范 (WPS)您可以将 WPS 理解为一份针对特定焊接工作的详细”配方”。作为一份正式的技术文件,它为焊工提供了一套明确的操作指令,以确保焊接结果的一致性和高品质。WPS 包含的关键信息:焊接图焊接图是一种工程文件,它直观地标示出制造结构或部件上所有必需焊缝的位置。其主要作用是将正确的 WPS 分配给每一个特定的接头,从而确保焊接参数的准确应用。它通常以技术图纸的形式呈现,将每个需要焊接的位置(如连接处、角焊缝等)的唯一标识符(例如 W-01、W-02)与相应的 WPS(例如 WPS-01)进行匹配。举个例子:当您看到”W-62/WPS-3156″这样的标识时,就意味着位于 W-62 位置的焊缝必须严格按照 WPS-3156 的规范进行焊接。有些图纸可能不会为位置分配独立 ID,因为其位置显而易见,但这并非惯例。焊接图对于管理工作流程和保持一致性至关重要,特别是在涉及大量接头和多种焊接程序的大型或复杂制造项目中。主管用它来跟踪项目进度,焊工则将其作为直接的工作指南。它在工程、生产和检验人员之间建立了一条清晰的沟通渠道,确保各方在制造的程序要求上达成共识。焊接缺陷检测的质量控制从最初的准备工作到最终的检验,每一步都需要确保焊缝的坚固与可靠。为此,我们必须在三个关键阶段进行检查:破坏性检测 vs. 无损检测检验焊缝质量,您主要有两种选择。其一是破坏性测试,但这通常并非首选方案。该方法需要故意破坏一小部分焊缝样品。例如,您可以切下一块样品,在光学设备(如显微镜)下观察其微观结构,或者对其进行拉伸和弯曲测试,以评估其强度和柔韧性。当然,您需要详细记录测量数据,如样品在何种强度下断裂等。这些测试有助于验证焊接工艺的正确性,但代价是会毁坏被测的工件。另一种方法是无损检测(NDT),它能在不损坏焊缝的前提下进行检查。这无疑是理想的解决方案,因为如果焊缝通过了测试,就意味着您无需报废任何零件。无损检测包括多种方法,例如仔细观察焊缝表面寻找问题、使用特殊液体来发现微小裂纹,或是利用声波(超声波检测)或特殊 X 射线(射线照相检测)来探查焊缝内部的隐藏缺陷。接下来,让我们重点了解一下最常用的检测方法。目视检查目视测试之所以被广泛应用,主要得益于其简便性。与其他检测方法相比,它的成本相对低廉,因为它主要依赖于您的时间和专业知识,或者所用设备也相当实惠。这使您能够快速发现表面问题,从而避免因问题发现过晚而导致更昂贵的维修。当然,这种方法也有其局限性。显而易见,执行检查的人员需要经过全面培训,具备扎实的专业知识和良好的视力。此外,其最大的缺点在于只能发现焊缝表面的可见问题。像接头深处的未熔合等内部缺陷很可能会被遗漏。同时,该过程也容易出现人为失误,因此检查员必须仔细记录所有发现。需要使用哪些工具?为了进行专业的目视检查,您需要配备一些专用工具。角焊缝规是主要设备之一。这款多功能工具可以测量角焊缝的焊脚尺寸和焊喉尺寸,还能帮助您检查焊缝的凹度(向内凹陷)和凸度(向外凸出)。以下是其外观,供您参考:在深入了解其他工具之前,请务必牢记:安全第一。在焊接作业时,佩戴带有遮光片的防护镜至关重要,以便安全地观察电弧。以下是您应随时准备的其他一些物品:如果您需要放大焊缝以进行达到微米级分辨率的细节检查,则可能需要显微镜和取印模材料来复制表面并进行分析。顺便一提,复制胶泥在识别气孔或夹渣方面非常有效。不过,这些内容我们稍后会详细讨论。气焊的特定检查项对于高质量的气焊焊缝,也有一套专门的目视检查标准。这是一份完整的清单:一个简单的破坏性测试方法是将上层板材弯曲至对折。如果根部没有正确熔合,接头处就会裂开一条缝。最常见的焊接缺陷然而,焊接过程中难免会出错。可以说,业内没有人敢保证每一次焊接都能一蹴而就,完美无瑕。这些问题通常被称为焊接缺陷或不连续性。找出问题所在是改进技术、在下一次做出更好焊缝的第一步。下面,让我们来看看您在工作中可能遇到的最常见的一些问题。未焊透当焊缝金属未能与接头根部的母材完全熔合时,就会出现这种缺陷。下图可以帮助您更清晰地理解这一概念:如您所见,焊缝仅仅是浮在表面,未能完全将材料连接。这是一个严重的结构性问题。在坡口焊中,当金属在顶部搭接,却在根部留下未焊接的空隙时,就会出现未焊透。未焊透通常可以归咎于不良的装配或技术。以下是一些常见原因:正确地准备接头是避免此类问题的关键一步。良好的基础有助于构建坚固的焊缝,而这一切都始于对焊接术语的深刻理解。咬边当焊接电弧烧损了焊缝边缘(焊趾)的母材时,便会产生咬边。这会在焊道旁的母材上形成一道凹槽。以下是另一个直观的示例:这道凹槽会成为应力集中点,并可能显著削弱接头的强度。您可以通过留意以下情况来预防咬边。首先,如果焊接电流设置过高,会熔化过多的母材。其次,电弧间隙,即焊条与工件之间的距离,如果过长,也容易导致咬边。最后,如果移动速度过快,没有用焊缝金属完全填充弧坑,同样会产生此问题。未熔合未熔合,顾名思义。指焊缝金属未能熔化并与母材融合。新金属只是覆盖在表面,未能与之结合(有时也称为搭接)。这会产生一个薄弱点,极易导致失效。这个问题通常是由一些常见错误引起的:夹渣在诸如焊条电弧焊之类的工艺中,焊条药皮会熔化,形成一层称为焊渣的保护层。夹渣是指这种硬化的化合物被包裹在焊缝金属内部。这些包裹体会形成空隙,从而削弱最终的焊缝强度。通过良好的操作规范,您可以预防大多数夹渣现象。在多道焊中,应正确准备坡口,并在焊接下一道焊缝前彻底清洁焊道。您必须在每道焊缝之间清除所有可见的焊渣。在开始下一步前,务必检查这一点。此外,还要考虑管理您的熔池,让较轻的焊渣浮到表面。最后,尽量避免在焊缝中形成难以清理、可能夹住焊渣的轮廓或形状。气孔气孔在某种程度上与夹渣正好相反。它并非硬化的化合物,而是焊缝金属中含有气体或空洞的小气泡。最终的焊缝可能看起来像一块浮石,这使得它异常脆弱。这些气体来源多样,可能是在冷却的焊缝金属凝固时释放的,或者是在熔池内部发生化学反应形成的。您可以通过控制热量和电弧来避免气孔的产生。标准与法规上述缺陷仅仅是众多待检项目中的一部分。这份清单会因参数不同而变化,这也正是我们需要遵循稳健指南的原因。标准和法规的存在,正是为了简化生产过程中的缺陷验证工作。下面,让我们来看一下指导焊接质量、确保操作安全的核心标准。我们当然会提到最重要的标准制定者:ISO、ASME 等。我感觉我每篇文章都在谈论这些。言归正传,ISO 5817:2023 为钢、镍、钛及其合金的熔焊接头中的缺陷设定了质量等级。它定义了三个等级:您必须根据项目的具体要求(如疲劳或压力载荷)来选择相应的等级。AWS D1.1 涵盖了钢结构的焊接,并详细规定了检查方法,包括超声波和射线照相等无损检测技术。它能帮助您及早发现表面及内部问题。… <a href="https://www.plastiform.info/zh/blog/zhiliangbaozheng/han-jie-pin-zhi-kong-zhi-quan-mian-zhi-nan/" class="read-more">Read More</a>