
Last updated:
Le pas de filetage désigne la distance entre deux filets consécutifs sur un élément de fixation. Il est mesuré en filets par pouce (TPI) dans le système impérial, ou en millimètres entre les filets pour le système métrique.
Dans cet article, nous verrons en détail ce qu’est le pas de filetage, comment le mesurer et son importance cruciale pour les machines de précision.
Vous y trouverez également les tableaux de références des filetages les plus courantes, vous permettant de trouver rapidement les spécifications nécessaires.
Sommaire
Qu’est-ce que le pas de filetage ? La Définition
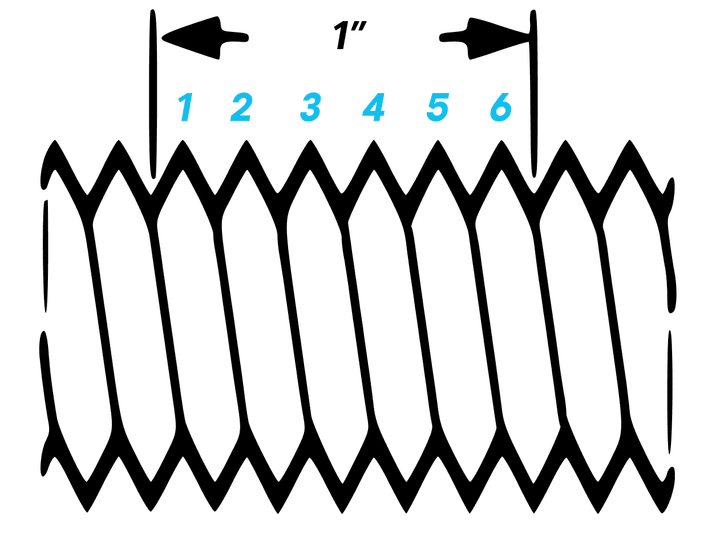
Dans le système impérial (utilisé dans le nord de l’amérique), le pas de filetage est exprimé en filets par pouce (TPI).
Un boulon étiqueté « 1/2-13 » possède 13 filets par pouce de longueur.
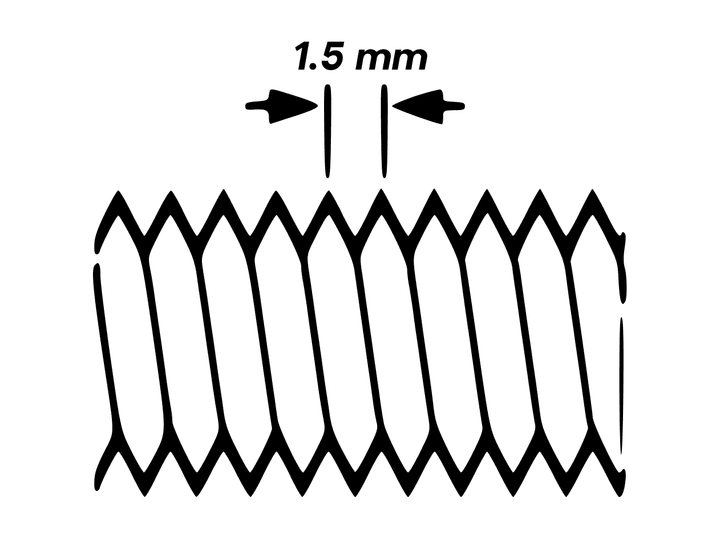
Dans le système métrique, le pas correspond à la distance en millimètres entre les filets.
Un boulon M10 × 1,5 a des filets espacés de 1,5 mm.
Pour les filetages métriques, plus ce nombre est petit, plus le filetage est fin. Plus il est grand, plus le filetage est grossier.
Un filetage à pas grossier comporte moins de filets sur une longueur donnée, tandis qu’un filetage fin en comporte davantage.
Cette simple caractéristique influence directement sa force de maintien, sa facilité d’assemblage et sa capacité à résister aux vibrations.
Le pas de filetage a un impact sur :
- La résistance : Les filetages fins possèdent une section résistante à la traction plus grande, ce qui augmente leur solidité.
- La vitesse d’assemblage : Moins sujets au foirage, les filetages à pas grossier sont idéaux pour un assemblage rapide.
- La résistance aux vibrations : Les filetages fins offrent une meilleure tenue aux vibrations, tandis que les filetages à pas grossier tolèrent mieux la saleté et les dommages.
- L’épaisseur du matériau : Les filetages à pas grossier requièrent une longueur de prise plus courte, tandis que les filetages fins exigent une prise plus profonde pour éviter l’arrachement.
Les bases du filetage : Pas, TPI et Diamètre
Lorsque vous examinez une tige filetée, deux dimensions clés sautent aux yeux :
- Le diamètre extérieur – la distance d’une crête à l’autre.
- La distance entre les crêtes voisines. Cette distance a deux noms communs :
- Filets par pouce (TPI) dans le système impérial
- Pas de filetage (en millimètres) dans le système métrique
Ces deux valeurs décrivent la même géométrie sous des angles différents.
Mathématiquement, vous pouvez les convertir avec la formule :
Et ce, parce que :
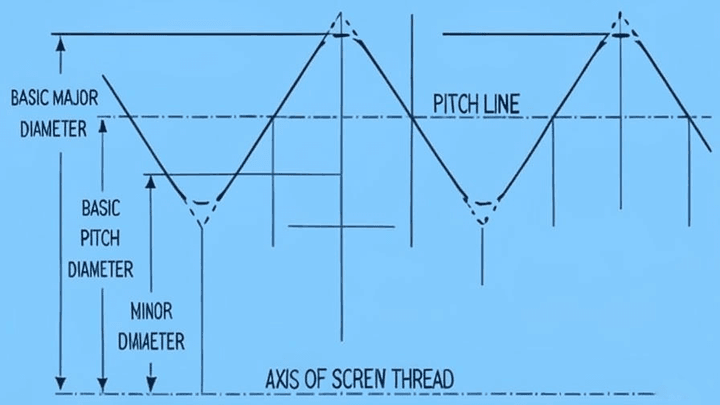
Une troisième dimension essentielle est le diamètre à fond de filet (la distance de fond de filet à fond de filet), car il définit la quantité de matière qui reprend réellement l’effort.
Les tableaux de normalisation indiquent souvent une valeur dérivée appelée la section résistante à la traction, notée comme suit :
Les ingénieurs l’intègrent dans des formules simples de contrainte axiale, telles que :
Où F est la force de traction appliquée.
Gardez à l’esprit ces trois caractéristiques : diamètre extérieur, pas/TPI et section résistante à la traction.
Chaque tableau que vous consulterez n’est en fait qu’une manière bien formatée de les présenter.
Voici un schéma pour illustrer tout cela :
Les différentes séries de filetages : Types et Caractéristiques
Les séries de filetages sont des ensembles normalisés de combinaisons diamètre/pas, chacune avec des propriétés uniques adaptées à des applications spécifiques.
Ces séries, définies par une combinaison de diamètre et de pas (ou de TPI), se déclinent en plusieurs variantes : à pas grossier, à pas fin, à 8 filets et métriques.
Comprendre ces séries est essentiel pour sélectionner l’élément de fixation adéquat, et ainsi éviter des problèmes tels que le foirage ou l’arrachement.
Série de filetages à pas grossier (UNC/UNRC)
Le filetage unifié à pas grossier (UNC) est la conception de filetage la plus standard en Amérique du Nord.
Il est réputé pour sa robustesse et sa facilité d’assemblage.
Quelques caractéristiques :
- Idéal pour les boulons et écrous à usage général
- Moins de filets par pouce
- Assemblage rapide grâce à une hélice plus ouverte
- Risque de foirage réduit
Le compromis à prendre en compte est une section résistante à la traction légèrement inférieure à celle d’un filetage fin de même diamètre.
Tableau de référence :
| Série de filetages à pas grossier – UNC | |||
|---|---|---|---|
| Taille nominale et filets par pouce | Diamètre sur flancs (pouces) | Section à fond de filet (pouces²) | Section résistante à la traction (pouces²) |
| 3⁄8 – 16 | 0.3344 | 0.0678 | 0.0775 |
| 7⁄16 – 14 | 0.3911 | 0.0933 | 0.1063 |
| 1⁄2 – 13 | 0.4500 | 0.1257 | 0.1419 |
| 9⁄16 – 12 | 0.5084 | 0.162 | 0.182 |
| 5⁄8 – 11 | 0.5660 | 0.202 | 0.226 |
| 3⁄4 – 10 | 0.6850 | 0.302 | 0.334 |
| 7⁄8 – 9 | 0.8028 | 0.419 | 0.462 |
| 1 – 8 | 0.9188 | 0.551 | 0.606 |
| 1¹⁄8 – 7 | 1.0322 | 0.693 | 0.763 |
| 1¹⁄4 – 7 | 1.1572 | 0.890 | 0.969 |
| 1³⁄8 – 6 | 1.2667 | 1.054 | 1.155 |
| 1¹⁄2 – 6 | 1.3917 | 1.294 | 1.405 |
| 1³⁄4 – 5 | 1.6201 | 1.74 | 1.90 |
| 2 – 4¹⁄2 | 1.8557 | 2.30 | 2.50 |
| 2¹⁄4 – 4¹⁄2 | 2.1057 | 3.02 | 3.25 |
| 2¹⁄2 – 4 | 2.3376 | 3.72 | 4.00 |
| 2³⁄4 – 4 | 2.5876 | 4.62 | 4.93 |
| 3 – 4 | 2.8376 | 5.62 | 5.97 |
| 3¹⁄4 – 4 | 3.0876 | 6.72 | 7.10 |
| 3¹⁄2 – 4 | 3.3376 | 7.92 | 8.33 |
| 3³⁄4 – 4 | 3.5876 | 9.21 | 9.66 |
| 4 – 4 | 3.8376 | 10.61 | 11.08 |
Série de filetages à pas fin (UNF/UNRF)
En entrant dans le domaine de la précision, la série Unified National Fine troque la vitesse d’assemblage contre une plus grande résistance et une meilleure fiabilité face aux vibrations.
Ces filetages sont souvent utilisés dans des applications exigeant des ajustements de haute précision.
Ils offrent une excellente résistance à la traction grâce à une section résistante plus importante. Cependant, les filetages très fins exigent une plus grande longueur de prise dans l’écrou que les filetages à pas grossier. Cette prise accrue est nécessaire pour éviter tout risque d’arrachement sous charge.
Tableau de référence :
| Série de filetages à pas fin – UNF | |||
|---|---|---|---|
| Taille nominale et filets par pouce | Diamètre sur flancs (pouces) | Section à fond de filet (pouces²) | Section résistante à la traction (pouces²) |
| 3⁄8 – 24 | 0.3479 | 0.0809 | 0.0878 |
| 7⁄16 – 20 | 0.4050 | 0.1090 | 0.1187 |
| 1⁄2 – 20 | 0.4675 | 0.1486 | 0.1599 |
| 9⁄16 – 18 | 0.5264 | 0.189 | 0.203 |
| 5⁄8 – 18 | 0.5889 | 0.240 | 0.256 |
| 3⁄4 – 16 | 0.7094 | 0.351 | 0.373 |
| 7⁄8 – 14 | 0.8286 | 0.480 | 0.509 |
| 1 – 12 | 0.9459 | 0.625 | 0.663 |
| 1¹⁄8 – 12 | 1.0709 | 0.812 | 0.856 |
| 1¹⁄4 – 12 | 1.1959 | 1.024 | 1.073 |
| 1³⁄8 – 12 | 1.3209 | 1.260 | 1.315 |
| 1¹⁄2 – 12 | 1.4459 | 1.521 | 1.581 |
Série à 8 filets – 8UN
Pour les boulons d’un diamètre d’un pouce ou plus, les ingénieurs adoptent souvent un pas constant de 8 TPI, quel que soit le diamètre.
Ce standard est requis par plusieurs normes industrielles majeures, comme ASTM A193 B7, A193 B8/B8M et A320. Ce type de filetage se rencontre uniquement sur des diamètres d’un pouce ou plus.
Ce pas standard simplifie la conception et la fabrication des éléments de fixation de grande taille utilisés dans des applications à haute pression ou à haute température. Il garantit une connexion fiable et robuste pour différentes tailles, tout en conservant un pas de filetage unique.
| Série à 8 filets – 8UN | |||
|---|---|---|---|
| Taille nominale et filets par pouce | Diamètre sur flancs (pouces) | Section à fond de filet (pouces²) | Section résistante à la traction (pouces²) |
| 1 – 8 | 0.9188 | 0.551 | 0.606 |
| 1¹⁄8 – 8 | 1.0438 | 0.728 | 0.790 |
| 1¹⁄4 – 8 | 1.1688 | 0.929 | 1.000 |
| 1³⁄8 – 8 | 1.2938 | 1.155 | 1.233 |
| 1¹⁄2 – 8 | 1.4188 | 1.405 | 1.492 |
| 1⁵⁄8 – 8 | 1.5438 | 1.68 | 1.78 |
| 1³⁄4 – 8 | 1.6688 | 1.98 | 2.08 |
| 1⁷⁄8 – 8 | 1.7938 | 2.30 | 2.41 |
| 2 – 8 | 1.9188 | 2.65 | 2.77 |
| 2¹⁄4 – 8 | 2.1688 | 3.42 | 3.56 |
| 2¹⁄2 – 8 | 2.4188 | 4.29 | 4.44 |
| 2³⁄4 – 8 | 2.6688 | 5.26 | 5.43 |
| 3 – 8 | 2.9188 | 6.32 | 6.51 |
| 3¹⁄4 – 8 | 3.1688 | 7.49 | 7.69 |
| 3¹⁄2 – 8 | 3.4188 | 8.75 | 8.96 |
| 3³⁄4 – 8 | 3.6688 | 10.11 | 10.34 |
| 4 – 8 | 3.9188 | 11.57 | 11.81 |
Série de filetages métriques (Pas Gros ISO)
La série de filetages métriques est la norme inte ationale pour les filetages, utilisée quasiment partout en dehors de l’Amérique du Nord.
Elle est conçue pour assurer une interchangeabilité mondiale et garantir une cohérence entre les industries et les pays.
Quelques caractéristiques :
- Utilisée pour les boulons, écrous et fixations à usage général dans des secteurs comme la machine-outil, l’automobile et la construction à l’échelle mondiale.
- Pas mesuré en millimètres : un pas plus grand (pour la série à pas gros) correspond à moins de filets sur une longueur donnée.
- Assemblage rapide grâce à une conception normalisée et un pas plus gros. Moins sujet au foirage, notamment dans la fabrication en grande série.
Contrairement aux systèmes basés sur le pouce vus précédemment, toutes les mesures sont exprimées en unités métriques (mm et mm²).
Le tableau ci-dessous résume les valeurs clés :
| Spécifications de la série de filetages métriques | ||||||
|---|---|---|---|---|---|---|
| Taille du filetage | Diamètre extérieur (mm) | Diamètre de fond de filet (mm) | Pas de filetage (mm) | Diamètre sur flancs (mm) | Diamètre du foret de taraudage (mm) | Diamètre du trou de passage (mm) |
| M1 | 1.0 | 0.729 | 0.25 | 0.838 | 0.75 | 1.3 |
| M1.1 | 1.1 | 0.829 | 0.25 | 0.938 | 0.85 | 1.4 |
| M1.2 | 1.2 | 0.929 | 0.25 | 1.038 | 0.95 | 1.5 |
| M1.4 | 1.4 | 1.075 | 0.30 | 1.205 | 1.10 | 1.8 |
| M1.6 | 1.6 | 1.221 | 0.35 | 1.373 | 1.25 | 2.0 |
| M1.8 | 1.8 | 1.421 | 0.35 | 1.573 | 1.45 | 2.3 |
| M2 | 2.0 | 1.567 | 0.40 | 1.740 | 1.60 | 2.6 |
| M2.2 | 2.2 | 1.713 | 0.45 | 1.908 | 1.75 | 2.9 |
| M2.5 | 2.5 | 2.013 | 0.45 | 2.208 | 2.05 | 3.1 |
| M3 | 3.0 | 2.459 | 0.50 | 2.675 | 2.50 | 3.6 |
| M3.5 | 3.5 | 2.850 | 0.60 | 3.110 | 2.90 | 4.2 |
| M4 | 4.0 | 3.242 | 0.70 | 3.545 | 3.30 | 4.8 |
| M4.5 | 4.5 | 3.688 | 0.75 | 4.013 | 3.80 | 5.3 |
| M5 | 5.0 | 4.134 | 0.80 | 4.480 | 4.20 | 5.8 |
| M6 | 6.0 | 4.917 | 1.00 | 5.350 | 5.00 | 7.0 |
| M7 | 7.0 | 5.917 | 1.00 | 6.350 | 6.00 | 8.0 |
| M8 | 8.0 | 6.647 | 1.25 | 7.188 | 6.80 | 10.0 |
| M9 | 9.0 | 7.647 | 1.25 | 8.188 | 7.80 | 11.0 |
| M10 | 10.0 | 8.376 | 1.50 | 9.026 | 8.50 | 12.0 |
| M11 | 11.0 | 9.376 | 1.50 | 10.026 | 9.50 | 13.5 |
| M12 | 12.0 | 10.106 | 1.75 | 10.863 | 10.20 | 15.0 |
| M14 | 14.0 | 11.835 | 2.00 | 12.701 | 12.00 | 17.0 |
| M16 | 16.0 | 13.835 | 2.00 | 14.701 | 14.00 | 19.0 |
| M18 | 18.0 | 15.394 | 2.50 | 16.376 | 15.50 | 22.0 |
| M20 | 20.0 | 17.294 | 2.50 | 18.376 | 17.50 | 24.0 |
| M22 | 22.0 | 19.294 | 2.50 | 20.376 | 19.50 | 26.0 |
| M24 | 24.0 | 20.752 | 3.00 | 22.051 | 21.00 | 28.0 |
| M27 | 27.0 | 23.752 | 3.00 | 25.051 | 24.00 | 33.0 |
| M30 | 30.0 | 26.211 | 3.50 | 27.727 | 26.50 | 35.0 |
| M33 | 33.0 | 29.211 | 3.50 | 30.727 | 29.50 | 38 |
| M36 | 36.0 | 31.670 | 4.00 | 33.402 | 32.00 | 41 |
| M39 | 39.0 | 34.670 | 4.00 | 36.402 | 35.00 | 44 |
| M42 | 42.0 | 37.129 | 4.50 | 39.077 | 37.50 | 47 |
| M45 | 45.0 | 40.129 | 4.50 | 42.077 | 40.50 | 50 |
| M48 | 48.0 | 42.857 | 5.00 | 44.752 | 43.00 | 53 |
| M52 | 52.0 | 46.587 | 5.00 | 48.752 | 47.00 | 57 |
| M56 | 56.0 | 50.046 | 5.50 | 52.428 | 50.50 | 61 |
| M60 | 60.0 | 54.046 | 5.50 | 56.428 | 54.50 | 65 |
| M64 | 64.0 | 57.505 | 6.00 | 60.103 | 58.00 | 69 |
| M68 | 68.0 | 61.505 | 6.00 | 64.103 | 62.00 | 73 |
Les filetages métriques inversent l’approche : au lieu de se demander « combien de tours par pouce ? », la question est « de combien l’élément de fixation avance-t-il en un tour ? ».
- Un boulon M10 × 1,5 a un diamètre extérieur de 10 mm et un pas de 1,5 mm.
- Si vous tournez ce boulon d’un tour complet, il avancera de 1,5 mm.
Les pas fins existent aussi dans le système métrique : par exemple, les filetages M10 × 1,25 ou M10 × 1 sont utilisés dans les moteurs soumis à d’intenses vibrations.
Un pas plus petit (par exemple, 1,0 mm contre 1,25 mm) correspond à un filetage plus fin, donc à un plus grand nombre de filets sur une même longueur. La logique est similaire à celle du système impérial UNF.
Les normes métriques, comme l’ISO 261, répertorient des séries de pas préférentielles, à l’instar des normes UNC et UNF. Bien que les tableaux semblent différents, les considérations techniques sous-jacentes sont similaires.
Comment le choix du pas affecte la résistance et l’assemblage
Le choix du pas de filetage repose sur plusieurs facteurs clés.
1. Quelle est la résistance mécanique du filetage ?
Imaginez que vous essayez d’arracher un clou du bois. Plus il y a de matière autour du clou, plus il est difficile de l’extraire. Le principe est le même pour les filetages.
La section résistante à la traction correspond à la quantité de matière restante à fond de filet. Plus cette section est grande, plus le filetage est résistant à la rupture par traction.
Les filetages fins l’emportent sur ce point : à taille globale égale, les filetages avec des sillons plus petits et plus nombreux (filetages fins) ont plus de matière autour de leur noyau que les filetages avec des sillons plus grands et plus profonds (filetages à pas grossier).
Mathématiquement, cela se traduit par :
Cela signifie que les filetages fins résistent mieux à l’effort de traction.
2. Quelle longueur de prise pour éviter l’arrachement ?
La longueur de prise fait référence au nombre de filets qui doivent être en contact pour assurer un maintien solide.
Voici ce qu’il faut considérer :
Les filetages à pas grossier ont des filets plus profonds, ils nécessitent donc une longueur de prise plus faible. Chaque tour offrant une meilleure “accroche”, il faut moins de tours pour obtenir un maintien solide par rapport à un filetage fin.
Arrachement par cisaillement et longueur de prise : Il s’agit de la longueur sur laquelle le filetage doit être en prise à l’intérieur d’une autre pièce pour éviter qu’il ne s’arrache ou ne se cisaille sous l’effet d’une charge.
3. Quelle est la facilité d’assemblage ?
Les filetages à pas grossier s’assemblent rapidement et tolèrent la présence de saleté, de peinture ou un léger désalignement.
Les filetages fins, eux, exigent un montage plus soigné.
Quand une écurie de course change des pneus en quelques secondes, elle utilise des goujons de roue à pas très grossier. Quand un mécanicien de précision règle les vis de calage sur un tour, un filetage fin (UNF ou métrique fin) est le choix le plus judicieux.
4. Quelle est la résistance aux vibrations ?
Il s’agit de la capacité d’un filetage à rester serré en présence de fortes secousses ou vibrations.
Les flancs des filets fins sont moins inclinés que ceux des pas grossiers. Il est donc plus difficile pour les vibrations de desserrer l’assemblage.
En combinaison avec un écrou autofreiné (qui résiste à la rotation), les filetages fins sont incroyablement efficaces pour maintenir le serrage, même en présence de fortes vibrations.
Comment mesurer un filetage ?
Nul besoin d’être un expert doté d’équipements coûteux pour identifier un filetage. Même un débutant peut obtenir les bonnes mesures avec des outils simples et abordables.
L’une des méthodes les plus simples consiste à utiliser une jauge de filetage.
Cet outil, semblable à un couteau suisse, est composé de plusieurs lamelles métalliques dentées. Il suffit de tester chaque lamelle contre les filets de votre vis ou boulon.
Lorsque vous trouvez celle qui s’ajuste parfaitement dans les sillons sans aucun jeu, vous avez trouvé le bon pas. La valeur est gravée directement sur la lamelle.
Pour des filetages plus spécifiques, comme les filetages API ou ACME, des mesures exactes peuvent être nécessaires, notamment pour vérifier l’usure ou dans le cadre d’un processus de contrôle qualité.
Ce niveau de précision exige souvent des outils avancés comme des comparateurs optiques ou des micromètres spécifiquement conçus pour les filetages.
Pour les filetages internes ou difficiles d’accès, une technologie de prise d’empreinte comme Plastiform vous permet de mesurer facilement le profil du filetage en créant une réplique externe.
Conclusion
Dans cet article, nous avons défini le pas de filetage et présenté les tableaux de référence essentiels pour identifier les différentes séries.
Le pas de filetage est la distance entre les filets, qui s’exprime différemment selon la norme : en filets par pouce (TPI) pour le système impérial et en millimètres pour le système métrique.
Cette seule mesure dicte les caractéristiques fondamentales d’un élément de fixation.
Le choix entre un filetage à pas grossier (type UNC) et un filetage à pas fin (type UNF) est une décision cruciale qui dépend des exigences de votre projet.
- Les filetages à pas grossier offrent une vitesse et une facilité d’assemblage inégalées, tolérant les imperfections mineures et nécessitant moins de tours pour être fixés.
- Les filetages fins offrent une résistance à la traction supérieure et une excellente tenue aux vibrations, ce qui les rend essentiels pour les applications de précision et celles exposées à des contraintes intenses.
- Des séries spécialisées comme le 8UN et le système métrique ISO fou issent des solutions normalisées pour des besoins industriels spécifiques.
Durant la production ou le cycle de vie d’un composant, vous aurez recours à différentes méthodes pour mesurer vos filetages, y compris le pas. Cela peut se faire avec une simple jauge, des machines de mesure de haute technologie, ou même en réalisant une réplique de haute précision à l’aide d’un produit de prise d’empreinte.
La sélection du pas de filetage adéquat est une décision d’ingénierie critique. Son contrôle régulier est tout aussi important pour garantir que l’assemblage fonctionne de manière fiable et conforme aux attentes.
Foire Aux Questions
1. Pourquoi choisir un filetage à pas grossier (UNC) si un filetage fin (UNF) est techniquement plus résistant ?
On choisit un filetage à pas grossier pour ses avantages pratiques. Il s’assemble beaucoup plus rapidement, est moins sujet au foirage, tolère la saleté ou des dommages mineurs, et requiert une longueur de prise plus faible pour garantir un maintien sûr. Il est idéal pour la construction générale et les applications où la vitesse prime sur la résistance maximale à la traction.
2. Pour les filetages impériaux, un TPI plus élevé signifie-t-il un filetage plus fin ou plus grossier ?
Un TPI plus élevé signifie un filetage plus fin. Par exemple, un boulon 1/2-20 (20 TPI) a plus de filets par pouce qu’un boulon 1/2-13 (13 TPI), ce qui fait du 1/2-20 le filetage le plus fin des deux.
3. Quelle est la principale différence dans la manière dont le pas métrique et le pas impérial sont définis ?
La différence fondamentale réside dans le cadre de référence. Le système impérial compte le nombre de filets sur une distance fixe (filets par pouce). Le système métrique mesure la distance d’une crête de filet à la suivante en millimètres.
4. Quand la série à 8 filets (8UN) est-elle généralement utilisée ?
La série 8UN, avec son pas constant de 8 filets par pouce, est spécifiquement utilisée pour les éléments de fixation de grande taille, d’un diamètre de 1 pouce et plus. C’est une norme souvent requise dans les applications industrielles à haute pression et haute température, comme celles régies par les normes ASTM.
5. Comment faire pour mesurer des filetages internes inaccessibles avec une jauge ?
Pour les filetages internes difficiles d’accès, la meilleure solution est d’utiliser un produit de prise d’empreinte comme Plastiform. Cette résine de type pâteux crée une réplique solide et parfaite des filetages, que vous pouvez ensuite facilement extraire et mesurer en externe avec un pied à coulisse, un projecteur de profil ou une jauge de filetage.


