
Last updated:
Omniprésents dans nos machines du quotidien, les filetages Acme sont une composante mécanique que nous côtoyons sans même le savoir.
Pourtant, la raison précise qui justifie la présence systématique de cet angle de flanc si singulier de 29° sur les plans d’ingénierie reste souvent méconnue.
Cette géométrie n’est pas le fruit du hasard. C’est le résultat d’un compromis mûrement réfléchi, offrant un équilibre parfait entre résistance structurelle, facilité de fabrication et durabilité à long terme.
C’est cette conception ingénieuse qui lui permet de surpasser systématiquement de nombreux autres types de filetages de puissance.
L’angle de 29° permet d’obtenir une face de filet large et plate. L’ingéniosité de cette conception réside dans sa capacité à répartir uniformément les charges, ce qui réduit considérablement l’usure, notamment lors d’utilisations intensives.
Cette caractéristique le rend donc idéal pour les applications impliquant une transmission de force linéaire.
Ces filetages garantissent que les assemblages peuvent supporter des contraintes extrêmes sans défaillance prématurée. Que ce soit lors de la conception ou de la maintenance de systèmes filetés, la compréhension de ces principes fondamentaux est donc cruciale.
Sommaire
Les filetages Acme en moins d’une minute
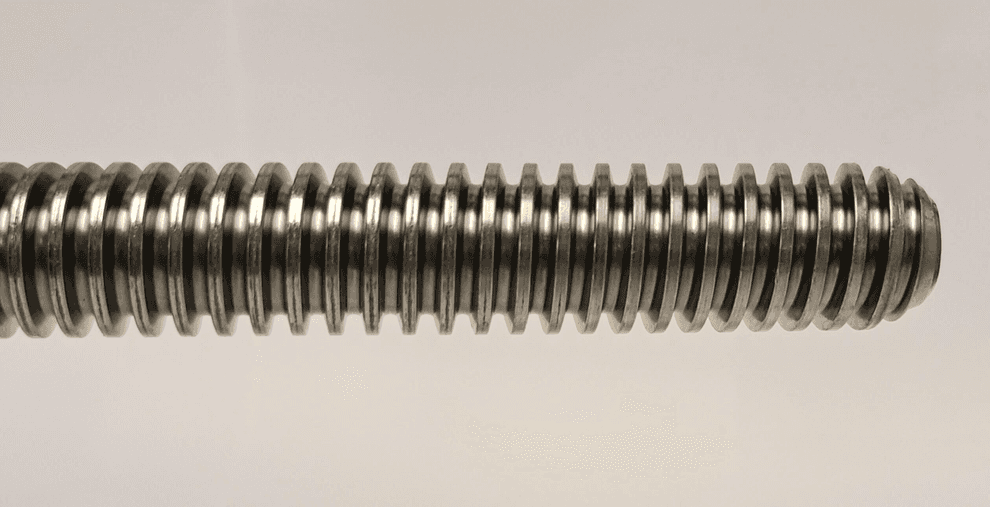
À première vue, un filetage Acme paraît simple. Il se compose de deux flancs inclinés à 29°, avec une crête et un fond de filet plats.
Voici à quoi il ressemble :

Chaque élément de sa conception répond à un objectif précis :
- La base large répartit la charge sur une plus grande surface d’acier (ou de bronze) qu’un filetage en V pointu.
- Le fond de filet plat encaisse les chocs qui fissureraient l’angle vif d’un filetage carré.
- Le flanc à 29° s’usine facilement avec un outillage standard, sans nécessiter de fraises de forme sur mesure.
Cette combinaison donne naissance à un profil environ 25% plus robuste que celui du filetage carré qu’il a remplacé, tout en étant bien plus rapide à usiner ou à rouler.
Le Machinery’s Handbook le considère toujours comme la meilleure option polyvalente pour les filetages de puissance, et ce, même après un siècle d’existence.
Cette reconnaissance témoigne de l’intemporalité de sa conception : simple et efficace, elle reste une option privilégiée. Il est à la fois extrêmement fiable et largement éprouvé.
Les trois principales variantes
Tous les filetages Acme partagent le même angle de 29°.
Mais ce n’est pas tout : il ne s’agit pas d’une solution universelle. Le filetage Acme se décline en plusieurs versions, chacune étant optimisée pour des applications spécifiques.
Le General-Purpose (GP) est la version la plus polyvalente, le modèle de référence. Il se décline en plusieurs classes d’ajustement (comme 2G, 3G ou 4G), garantissant ainsi des performances constantes et une interchangeabilité aisée.
Le Stub Acme, avec sa hauteur de filet réduite, est particulièrement adapté aux pièces à parois minces ou aux moyeux courts, où un filetage de pleine profondeur serait irréalisable.
Enfin, le Centralizing Acme présente un ajustement plus serré au niveau du diamètre extérieur, ce qui empêche les filetages longs de flamber ou de subir un grippage (un type d’usure) lorsqu’ils sont sous charge.
En résumé : que vous conceviez le mécanisme de mise au point d’un microscope, la mâchoire d’un étau robuste ou le bras de levage d’un petit robot, ces trois variantes répondront à la quasi-totalité (95 % ou plus) de vos besoins sur le terrain.
Ces variantes offrent aux ingénieurs la flexibilité nécessaire pour choisir la solution idéale pour chaque projet, en tenant compte de facteurs clés tels que l’encombrement et la charge à supporter.
L’essentiel est de choisir la solution la mieux adaptée à l’application !
Filetages carrés : pourquoi sont-ils obsolètes ?
Autrefois dominants dans la transmission de puissance grâce à leur frottement de glissement minimal, les filetages carrés présentaient néanmoins des inconvénients majeurs.
Leur usinage était lent et mettait les outils à rude épreuve. De plus, leurs angles droits fragiles étaient prompts à s’endommager.
En d’autres termes, leur maintenance était complexe et exigeait des contrôles plus fréquents.
Quand le filetage Acme a fait son apparition à la fin des années 1890, il offrait un rendement similaire, mais avec des temps de cycle bien plus courts.
Les lignes de roulage mode es peuvent former des filetages Acme d’un mètre de long en quelques minutes seulement. Une telle cadence est quasi impossible à atteindre avec un profil de filetage carré, car ses angles vifs à 90° compliquent le formage de la matière sans risque de fissuration.
Cette évolution a marqué une avancée majeure en matière d’efficacité de production, faisant du filetage Acme le choix de prédilection pour les applications exigeant à la fois robustesse, durabilité et rapidité de fabrication.
Quel est son rendement réel ?
Le rendement d’un filetage varie selon sa conception et ses conditions d’utilisation, mais des études spécifiques fou issent des points de référence clairs.
Une étude de l’ASME révèle que des filetages Acme bien lubrifiés atteignent un rendement mécanique de 40 à 50 %. Le rendement des filetages carrés peut être légèrement supérieur, mais c’est au détriment de leur durabilité.
Pour la plupart des équipes de conception, la marge de sécurité accrue et la simplicité de fabrication l’emportent largement sur la quête de quelques points de rendement supplémentaires.
Cet arbitrage explique pourquoi le filetage Acme demeure un standard pragmatique, privilégiant la performance globale à l’optimisation de quelques indicateurs isolés.
Usinage par coupe ou par roulage ?
La méthode de production d’un filetage dépend de l’échelle de fabrication.
Le choix entre l’usinage par coupe et le roulage suit des règles claires.
Pour un prototype unique, on optera généralement pour l’usinage par coupe. En revanche, pour des séries de production (des centaines ou des milliers de pièces), le roulage est bien plus performant.
Le roulage présente en effet des avantages considérables.
Ce procédé d’écrouissage durcit la surface du filetage, doublant ainsi sa durée de vie face à l’usure !
De plus, le roulage ne générant aucun copeau, il élimine tout risque que des bavures viennent altérer l’état de surface.
Les flancs du filetage obtenus sont également lisses et brunis, ce qui se traduit par un Ra (rugosité de surface) plus faible, sans aucune étape additionnelle.
En d’autres termes, les filetages Acme roulés peuvent souvent supporter des millions de cycles avant qu’une usure significative ou un jeu excessif n’affecte leurs performances.
Le roulage ne se contente donc pas de les rendre plus résistants.
Il améliore aussi considérablement leur état de surface, ce qui en fait le procédé idéal pour la fabrication en grande série, où la constance des performances est essentielle.
Variations et normes des filetages Acme
Vous vous demandez peut-être comment la cohérence est assurée entre toutes ces variantes de filetages Acme. La réponse se trouve dans des normes industrielles spécifiques.
Les plus importantes sont :
- ANSI/ASME B1.5 : Cette norme couvre les dimensions des filetages Acme d’usage général (GP).
- ANSI/ASME B1.8 : Celle-ci traite des spécifications pour les filetages Stub-Acme.
Et cette polyvalence n’est pas un vain mot.
Grâce à leur profil robuste et à leur flexibilité de fabrication, les filetages ACME se déclinent dans une vaste gamme de dimensions et de configurations.
Pas (P)
Il s’agit de la distance axiale entre deux points correspondants sur des filets adjacents. Cette valeur est l’inverse du nombre de filets par pouce (TPI).
Plage standard : de 32 filets par pouce (TPI) à 2 TPI (soit 0,5 mm à 12,7 mm).
Un pas plus grand (2 TPI) implique un déplacement plus important à chaque tour de vis. Il peut supporter des charges plus lourdes, mais nécessite un couple plus élevé pour la rotation.
-> Couramment utilisé dans les machines lourdes.
Un pas plus petit (32 TPI) permet des mouvements très fins et précis à chaque tour. La rotation est plus facile (moins de couple requis pour une même charge), mais le déplacement linéaire global est plus lent.
-> Idéal pour les systèmes de réglage de précision.
Diamètre majeur (D)
C’est le plus grand diamètre du filetage, mesuré au sommet des crêtes. Pour les filetages exte es, il s’agit du diamètre nominal.
Plage standard (disponible sur étagère) : de 1/16 de pouce à 7 pouces (soit de 1,6 mm à 178 mm).
Il influe directement sur la capacité de charge du filetage et sur l’encombrement global du système vis-écrou. En règle générale, un diamètre plus grand supporte des charges plus importantes.
Nombre de filets (Multi-Start)
Ce terme désigne le nombre de filets hélicoïdaux indépendants sur la vis.
- Un filetage à un seul début (ou une seule entrée) possède une unique spirale continue.
- Les filetages à plusieurs débuts (ou multi-start) ont deux, trois, voire quatre spirales entrelacées.
Il est important de distinguer le pas (P), qui est la distance entre des filets adjacents, et l’avance (L), qui est la distance réelle que la vis parcourt en une révolution complète.
La relation est simple : l’avance (L) est égale au pas (P) multiplié par le nombre de filets (N) : L = P x N.
Le principal avantage des filetages à plusieurs entrées est d’obtenir un mouvement linéaire bien plus rapide par tour.
Même avec un pas identique, l’ajout de plusieurs filets augmente la course de la vis à chaque tour. Point crucial : cette augmentation de vitesse ne fragilise pas le filet individuel et ne réduit pas la qualité de l’assemblage, ce qui rend ces conceptions idéales pour les applications nécessitant un mouvement linéaire rapide.
Acme vs ISO trapézoïdal : attention à l’incompatibilité
Les normes de filetage varient selon les régions du monde, ce qui peut entraîner des problèmes de compatibilité si l’on tente de les mélanger.
Une erreur ici peut coûter très cher.
L’Amérique du Nord utilise majoritairement les filetages Acme, tandis que l’Europe privilégie le filetage trapézoïdal ISO à 30° (DIN 103).
Leurs performances sont similaires,
MAIS…
Les filetages Acme et trapézoïdaux ISO sont fondamentalement incompatibles et ne peuvent pas être assemblés.
Différences clés
La différence cruciale réside dans leurs angles de flanc :
- 29 degrés pour l’Acme
- 30 degrés pour le trapézoïdal ISO.
Tenter d’assembler un filetage mâle Acme avec un filetage femelle trapézoïdal ISO (ou vice versa) a de graves conséquences, dues à cet écart angulaire de 1°.
Cette différence d’angle empêche tout contact correct et porteur sur les flancs du filetage.
Le contact s’effectue alors sur de très petites zones irrégulières, ou pire, uniquement au niveau des sommets et des fonds de filet.
Cette concentration des contraintes et cet engagement imparfait provoquent inévitablement une usure extrêmement rapide des surfaces du filetage.
Ce phénomène conduit fréquemment au grippage, une forme grave d’usure par adhésion où de la matière est arrachée d’une surface et transférée à l’autre, entraînant souvent le blocage ou la soudure à froid des composants.
Une telle incompatibilité conduit inévitablement à une défaillance prématurée de l’assemblage, le rendant non fiable, voire dangereux.
Matériaux et revêtements
Les performances, la longévité et la fiabilité des assemblages à filetage Acme dépendent étroitement des matériaux de la vis et de l’écrou, ainsi que des revêtements ou traitements de surface appliqués.
Ces choix sont dictés par les exigences de l’application et l’environnement opérationnel.
Matériaux courants
L’acier au carbone est un choix économique, offrant une bonne résistance et une bonne usinabilité pour les applications générales où la capacité de charge et le coût sont les principaux critères dans des environnements non extrêmes.
Les alliages d’acier, comme le 4140 ou le 8620, offre une résistance mécanique, une ténacité et une résistance à la fatigue nettement supérieures, surtout après traitement thermique. C’est un choix idéal pour les applications exigeantes impliquant des charges statiques ou dynamiques élevées, des chocs, ou lorsqu’une résistance supérieure à l’usure est cruciale.
L’acier inoxydable offre une excellente résistance à la corrosion et des propriétés hygiéniques. C’est le matériau de choix pour les environnements exposés à l’humidité, aux produits chimiques ou à l’eau salée, ainsi que dans les industries agroalimentaire, pharmaceutique et médicale où la prévention de la rouille, la propreté et la non-contamination sont des impératifs.
Le bronze ou le laiton, le plus souvent utilisé pour les écrous appariés à des vis en acier, offre un faible coefficient de frottement et une excellente résistance à l’usure.
Revêtements et traitements de surface
Ces procédés sont appliqués sur les surfaces du filetage pour améliorer des performances spécifiques, principalement en réduisant le frottement et en augmentant la résistance à l’usure.
La nitruration est un traitement thermique qui diffuse de l’azote à la surface de l’acier, créant une couche extérieure très dure. Ce processus améliore considérablement la dureté de surface, la résistance à l’usure, la tenue en fatigue et la résistance à la corrosion.
Les revêtements de phosphate sont des couches de conversion chimique qui créent une surface poreuse et cristalline. Ils offrent une excellente résistance à la corrosion et servent de base d’accroche pour les lubrifiants.
Les films de PTFE (Polytétrafluoroéthylène) consistent en l’application d’une fine couche de plastique à faible friction. Ils sont utilisés pour réduire le frottement, assurer une lubrification sèche et améliorer la résistance à l’usure, ce qui les rend utiles là où les lubrifiants traditionnels ne sont pas adaptés.
L’oxyde noir (ou brunissage) est un revêtement de conversion qui produit une finition noire. Il offre une légère résistance à la corrosion et est parfois utilisé pour l’aspect esthétique, mais il peut également retenir l’huile pour améliorer la lubrification.
Contrôle qualité et maintenance des filetages Acme
Garantir la longévité et la performance de vos filetages exige une attention particulière, depuis la production jusqu’à leur utilisation quotidienne.
Négliger ces étapes entraîne presque inévitablement des problèmes et des surcoûts.
Cinq points de contrôle à la conception
Une bonne conception est fondamentale pour que les filetages ACME fonctionnent de manière optimale et durable.
Cinq éléments clés, souvent négligés lors de la conception, sont pourtant cruciaux pour prévenir les problèmes courants :
Longueur de l’écrou : La longueur de l’écrou en prise avec la vis doit être d’au moins 1,5 à 2 fois le diamètre de la vis. Cela garantit une surface de contact suffisante pour répartir la charge uniformément et prévenir l’usure prématurée des filets.
Rainures de graissage : Si un filetage effectue un mouvement de va et vient sur une course supérieure à 20 fois son propre diamètre, il doit comporter des rainures de graissage. Ces rainures aident à répartir le lubrifiant sur toute la longueur des filets, garantissant un fonctionnement fluide.
Vérification du flambage : Pour les filetages longs et fins soumis à la compression, il est impératif de vérifier le risque de flambage. C’est une règle fondamentale de l’ingénierie : si un filetage est trop long et fin pour la force appliquée, il va flamber (C’est à dire : déformation latérale, perte de stabilité).
Dilatation thermique : Les longs filetages peuvent se dilater ou se contracter avec les changements de température. Une conception rigoureuse doit prévoir un espace pour cette “respiration” afin que la vis ne se coince pas ou ne subisse pas de contraintes excessives.
Limite de contrainte : Sous la charge maximale, la contrainte de traction ou de compression sur le filetage ne doit pas dépasser 30 % de la limite d’élasticité du matériau. Cette marge de sécurité garantit que les filets se déforment pas sous pression.
Conseils de maintenance
Maintenir vos filetages Acme en bon état est simple, mais cela a un impact majeur sur leur durée de vie.
Le plus important est de les maintenir lubrifiés. Une lubrification régulière est essentielle pour réduire le frottement et l’usure.
Ensuite, protégez systématiquement les filetages des copeaux métalliques et des saletés. Ces particules agissent comme un abrasif et peuvent user rapidement les filets.
Vous devez également effectuer des inspections régulières pour suivre l’évolution de la géométrie du filetage. Les contrôles dimensionnels et les contrôles de rugosité sont particulièrement importants dans les environnements très exigeants.
Conclusion
En résumé.
On comprend mieux pourquoi les filetages ACME jouent encore un rôle central dans la conception mécanique et se retrouvent dans une multitude d’applications.
Ils sont idéaux pour la transmission de puissance et les systèmes de mouvement linéaire. Ces filetages sont polyvalents, fiables et efficaces.
Leur conception est un compromis intelligent : un angle de 29°, des crêtes et des fonds de filet plats. Cela leur confère une excellente répartition de la charge, une bonne résistance aux chocs et une grande facilité d’usinage.
Loin d’être un choix anodin, c’est une solution ingénieuse qui les rend environ 25 % plus robustes que leurs prédécesseurs (les filetages carrés).
Nous avons exploré leurs différentes variantes :
- Le General-Purpose (GP) pour les usages courants.
- Le Stub Acme pour les pièces à parois minces.
- Le Centralizing Acme pour les vis longues et stables.
Celles-ci couvrent la quasi-totalité des situations que l’on peut rencontrer.
Leur rendement est d’environ 40-50 % lorsqu’ils sont lubrifiés, et les études montrent que ce sacrifice mineur en rendement est largement compensé par le gain énorme en robustesse et en facilité de fabrication.
La sélection des matériaux et les revêtements les rendent encore plus performants et polyvalents, s’adaptant ainsi à tous vos besoins.
Alors que la technologie évolue, les idées fondamentales derrière les filetages Acme restent d’actualité, prouvant que les solutions ingénieuses et simples sont souvent les plus durables.
Foire aux questions
Pourquoi les filetages ACME sont-ils plus performants que les filetages carrés en production ?
Les filetages Acme brillent en production car leur angle de 29° est plus facile à usiner avec des outils standards.
Les filetages carrés, avec leurs angles vifs à 90°, sont lents à fabriquer et usent rapidement les outils. Avec un filetage ACME, on peut rouler des barres d’un mètre en quelques minutes, un procédé qui durcit même la surface du filet. C’est tout simplement impossible avec les filetages carrés, dont les angles vifs provoqueraient la fissuration du métal.
Comment se compare le filetage ACME aux filetages API ?
Comparons-les brièvement. Les filetages ACME utilisent un profil trapézoïdal qui les rend robustes et idéaux pour la transmission de puissance et les systèmes de mouvement linéaire. En revanche, les filetages API sont conçus pour garantir des joints étanches sous haute pression dans les oléoducs et les gazoducs.
Quelle est la meilleure variante d’ACME pour les conceptions à espace restreint ?
Pour les espaces restreints, le Stub Acme est la meilleure option.
Sa hauteur de filet réduite lui permet de ne pas fragiliser les pièces à parois minces ou les moyeux courts. Il conserve la résistance fondamentale de l’angle de 29° tout en étant moins profond, offrant ainsi la fiabilité sans encombrement supplémentaire.
Comment le roulage améliore-t-il la durabilité du filetage Acme par rapport à l’usinage par coupe ?
Le roulage durcit le métal par écrouissage, ce qui peut doubler la durée de vie du filetage en densifiant sa structure.
Ce procédé laisse également les flancs du filet très lisses, sans copeaux ni arêtes vives, ce qui réduit l’usure dans le temps. Si les filets usinés conviennent aux prototypes, ils n’égalent pas la longévité des filets roulés dans les applications à cycles élevés. Un filetage roulé peut souvent supporter des millions de cycles avant de montrer des signes d’usure.
Les filetages Acme sont-ils interchangeables avec les filetages trapézoïdaux ISO ?
Non, absolument pas.
Même s’ils se ressemblent, ils sont incompatibles. Le problème principal est une infime différence de 1° dans leurs angles de flanc (ACME : 29°, ISO : 30°). Ce désaccord empêche un contact correct entre les filets, ce qui entraînerait rapidement leur grippage et leur défaillance. Pour éviter des erreurs coûteuses sur les projets inte
ationaux, respectez toujours la norme régionale appropriée : Acme en Amérique du Nord, ISO en Europe.


