
Last updated:
Acme threads are very common in all sorts of everyday machinery. You’ll encounter them in many different types of machines.
However, the specific reason why that distinctive 29° flank angle appears so consistently in engineering blueprints is not that easy to find.
Short answer : This geometry is not a coincidental outcome. Instead, it is a carefully engineered compromise that excels in balancing structural strength, the ease with which it can be manufactured, and its long-term durability.
This design consistently outperforms many other power thread designs.
To elaborate a bit further, the 29° angle facilitates a wide, flat thread face. This design is very smart because it distributes loads evenly, which significantly reduces wear, especially under heavy use.
This characteristic makes it particularly well-suited for applications where forces are transmitted linearly.
They ensure that connections can handle extreme stresses without failing prematurely. When designing or troubleshooting threaded systems, understanding these foundational aspects can prove quite impactful.
Table of Contents
Acme threads under 1 minute
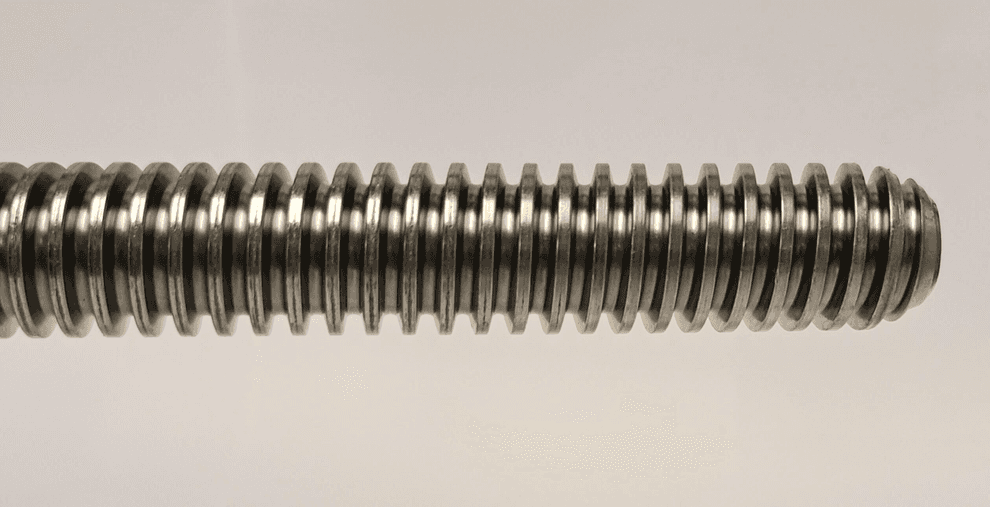
An Acme thread looks almost plain. It consists of two flanks angled at 29° with a flat crest and root.
Here is an image of one:

Each element of this design serves a specific purpose:
- The wide base spreads load over more steel (or bronze) than a sharp V-thread,
- The flat root shrugs off impact that would crack a square thread’s razor corner,
- The 29° flank machines easily with standard tooling: no custom form cutters needed.
This combination results in a profile that’s roughly 25% tougher than the square thread it replaced, yet far quicker to machine or roll.
The Machinery’s Handbook still calls it the best all-round choice for power thread, even after a century around in the market.
This recognition highlights how the design’s simplicity and effectiveness continue to make it a preferred option. It is both very reliable and well known.
The Three Main Variations
All Acme threads share the same 29° angle.
But here’s the cool part: these aren’t one size fits all. They actually come in different versions, each designed for specific jobs.
The General-Purpose (GP) is the everyday workhorse. It comes in a few “fits” (like 2G, 3G, or 4G) which means they’re built for consistent performance and easy swapping.
Stub Acme, which has a shorter thread height, is super handy for parts with thinner walls or shorter hubs where a full-depth thread just wouldn’t work.
finally, the Centralizing Acme is designed with a tighter fit at the major diameter, preventing long threads from wobbling or “galling” (a type of wear) when they’re under pressure.
What this all means is : Whether you’re designing something as precise as the focus mechanism on a microscope, the jaw of a powerful vise, or the lifting arm of a small robot, these three main types will cover pretty much all (95% or even more) of what you’ll encounter in the real world.
These variations give engineers the flexibility to pick the perfect fit for their specific project, carefully considering things like available space and how much load the thread needs to handle.
It’s all about getting the right fit for the job!
Square Threads, Why We Moved On?
Square threads once dominated power transmission due to their minimal sliding friction. However, they had significant downsides.
The machining was slow and hard on tools, plus the fragile right-angle corners were prone to damage.
In simple words : It was difficult to maintain and required more controls.
When Acme thread design emerged in the late 1890s, it offered similar efficiency but with much faster cycle times.
Modern rolling lines can form meter long Acme threads in minutes. This kind of speed is nearly impossible with a traditional square thread profile, simply because its sharp 90° angles make it really tough to shape the material smoothly without it cracking.
This shift marked a major improvement in manufacturing efficiency, making Acme the top choice for applications where you need both tough, durable threads and quick production.
How Efficient Is “Efficient”?
Efficiency in threads can vary based on design and conditions, but specific studies provide clear benchmarks.
An ASME study indicates that well-lubricated Acme threads achieve 40-50% mechanical efficiency. Square threads might edge a few points higher, but this comes with a durability cost.
For most design teams, the added margin of safety and ease of manufacture outweigh the pursuit of small efficiency gains.
To elaborate a bit further, this balance highlights why Acme threads remain a practical standard, prioritizing overall performance over marginal improvements in specific metrics.
Cutting vs. Rolling
Threads can be produced in different ways depending on the scale of production.
The choice between cutting and rolling has clear guidelines.
For just a single prototype, cutting the threads is usually the method used. But if you’re looking at production runs (making hundreds or thousands) then rolling them is far more efficient.
There are some big benefits to rolling.
This Cold-Working process actually hardens the thread surface, doubling its fatigue life!
Plus, since there are no chips created during rolling, there’s zero risk of burrs getting re-cut back into the finish.
The thread flanks also come out smooth and burnished, resulting in a lower Ra (surface roughness) without any extra work.
What this all means is that rolled Acme threads can often achieve millions of cycles before any significant wear or backlash starts to affect performance.
So, rolling doesn’t just make them tougher.
It also significantly improves their surface quality, making it the ideal process for high-volume manufacturing where consistent performance is essential.
Acme Thread Variations & Standards
You might be wondering how all these different Acme threads stay consistent. Well, it’s thanks to specific industry standards.
A couple of the most important ones include:
- ANSI/ASME B1.5: This standard covers the dimensions for General-Purpose (GP) Acme threads.
- ANSI/ASME B1.8: This one handles the specifications for Stub-Acme threads.
And when I say versatile, I mean it.
Due to their robust profile and manufacturing versatility, ACME Threads are available across a broad spectrum of dimensions and configurations.
Pitch (P)
It’s the axial distance between corresponding points on adjacent thread forms. It is the inverse of threads per inch (TPI).
Standard Range is : 32 threads per inch (TPI) up to 2 TPI (For reference, this corresponds to a range of 0.5 mm to 12.7 mm).
a larger pitch (2 TPI), means the thread moves a greater distance with each turn of the screw. It can also handle heavier loads, but you’ll need more force (torque) to turn it.
-> These are often found in heavy machinery.
a smaller pitch (32 TPI): Provides very precise, small movements with each turn. It’s easier to turn (requires less torque for the same load), but the overall linear travel is slower.
-> These are common in precision adjustment systems.
You can know more about what Thread Pitch is in this article
Major Diameter (D)
It’s the largest diameter of the thread, measured across the crests. For external threads, this is the nominal diameter.
Standard Range (Off-the-Shelf) is : 1/16 inch up to 7 inches (For reference, this corresponds to a range of 1.6 mm to 178 mm.)
It directly affects how much weight the thread can hold (its load capacity) and the overall physical size of the screw and nut system. Generally, bigger diameters can handle bigger loads.
Thread Starts (Multi-Start Leads)
This refers to the number of independent helical threads on the screw.
- A single Start thread has one continuous spiral,
- Multi Start threads have two, three, or even four (twin, triple, or quad) intertwined spirals.
It’s important to distinguish between Pitch (P), which is the distance between adjacent threads, and Lead (L), which is the actual distance the thread advances in one full revolution.
The relationship is straightforward: Lead equals Pitch multiplied by the number of starts L = P x N.
The main benefit of using Multi Start threads is to achieve much faster linear movement per revolution.
Even with the same individual thread size (pitch), adding more starts increases how far the screw moves forward with each turn. Crucially, this speed increase doesn’t weaken the individual thread or reduce its connection, making multi-start designs ideal for applications that need high-speed linear motion.
Acme vs. ISO Trapezoidal
Different regions prefer different thread standards.
However, compatibility issues can arise when mixing them.
North America favors Acme, while Europe leans on the 30° ISO trapezoidal thread (DIN 103).
Performance is similar,
BUT !
Acme and ISO Trapezoidal threads are fundamentally incompatible and do not mate correctly.
Key Differences
The critical difference lies in their flank angles:
- 29 degrees for Acme
- 30 degrees for ISO Trapezoidal.
When attempting to engage an Acme male thread with an ISO Trapezoidal female thread (or vice versa), this 1° angular mismatch has severe consequences.
This angular difference results in virtually no proper load-bearing contact across the thread flanks.
Instead, contact is concentrated on very small, irregular areas, or primarily at the crests and roots.
The concentrated stress and inadequate engagement will cause extremely rapid wear of the thread surfaces.
This frequently leads to galling, a severe form of adhesive wear where material from one surface is torn away and transferred to the other, often resulting in seizing or cold welding of the components.
Such a mismatch inevitably leads to premature operational failure of the assembly, rendering it unreliable and potentially dangerous.
Material & Coating
The performance, lifespan, and reliability of Acme thread assemblies are influenced by the materials for both the lead screw and the mating nut, as well as any applied coatings or surface treatments.
These choices are highly dependent on the specific application demands and the operational environment.
Commonly Used Materials
Carbon steel is an economical choice, offering good strength and machinal properties for general purpose applications where basic load-bearing capacity and cost are primary considerations in non-extreme environments.
Alloy steel, such as 4140 or 8620, provides significantly enhanced strength, toughness, and fatigue resistance, especially when heat treated. It makes it ideal for demanding applications involving high static or dynamic loads, shock, or where superior wear resistance is an important consideration.
Stainless steel, offers excellent corrosion resistance and hygienic properties. Good choice for environments exposed to moisture, chemicals, or saltwater, as well as in food processing, pharmaceutical, and medical industries where rust prevention, cleanliness, and resistance to contamination are very important to consider.
Bronze or brass, most of the time used for nuts paired with steel screws, offers good lubricity and excellent wear resistance.
Surface Coatings and Treatments
These processes are applied to thread surfaces to enhance specific performance attributes, primarily by reducing friction and improving wear resistance.
Nitriding is a heat treatment that diffuses nitrogen into the surface of steel, creating a very hard outer layer. This process significantly improves surface hardness, wear resistance, fatigue strength, and corrosion resistance.
Phosphate coatings, are chemical layers that create a porous, crystalline surface. They offer excellent corrosion resistance and act as a base for subsequent lubricants.
PTFE (Polytetrafluoroethylene) films, apply a thin, low-friction plastic layer. This is used to reduce friction, provides lubrication without liquids, and enhances wear resistance, making them useful where traditional lubricants are not ideal.
Black oxide is a coating that produces a black finish. It primarily offers mild corrosion resistance and is sometimes used for appearance, but it can also hold oil to improve lubrication.
Quality Control & Maintenance of Acme Threads
Making sure your threads last and work well means paying close attention to them, right from the start of the production through their daily use.
If you skip these steps, you’ll likely run into problems and extra costs.
Five Design Checks
Good design is super important for ACME threads to perform at their best and last a long time.
There are five key things that often get missed in the design process, but they’re really important to prevent common issues:
Nut Length: The part of the nut that grabs the screw should be at least twice as long as the screw’s diameter. This makes sure there’s enough grip to spread the load evenly and stop the threads from wearing out too quickly.
Grease Grooves: If a thread moves back and forth more than 20 times its own diameter, it needs special grooves for grease. These grooves help spread the lubricant all along the threads, keeping things cool and smooth.
Bending Check (Column Buckling): For long, thin threads that get pushed on, you absolutely must check if they’ll bend like a noodle. This is called column buckling, and it’s a fundamental rule of engineering: if a thread is too long and thin for the force, it will bend.
Heat Expansion: Long threads can get bigger or smaller with temperature changes. Good designs need to leave space for this “breathing” so the screw doesn’t get stuck or stressed when it heats up or cools down.
Stress Limit: At the highest load, the pulling or pushing stress on the thread should be less than 30% of what the material can handle before it permanently bends or breaks. This keeps the threads strong and in shape under pressure.
Simple Maintenance Tips
Keeping your Acme threads in good shape is easy, but it makes a big difference in how long they last.
The most important thing is to keep them greased. Regular lubrication is very important to cut down friction and wear.
Then, always keep metal chips and dirt out of the threads. These tiny bits can act like sandpaper and grind down the threads fast.
You must also make regular inspections of the thread geometry / dimensions changes overtimes. Dimensions Controls and Roughness Controls are very important in highly demanding environments.
Conclusion
Let’s put everything together.
It should be pretty clear why ACME Threads are still a huge part of mechanical design. You find them in a vast variety of applications.
They are ideal for power transmission in machinery and linear motion systems. Those threads are flexible, dependable, and get the job done.
They have a smart balance with their 29° angle, flat tops, and flat bottoms. This makes them great at spreading out weight, resisting hard knocks, and being easy to machine.
This isn’t a random design choice: it’s a smart fix that makes them about 25% stronger than the types before them (square threads).
We saw their different types:
- General-Purpose (GP) for everyday work,
- Stub for thin parts,
- Centralizing for stable, long screws.
These cover pretty much every situation you might run into.
They’re about 40-50% efficient when greased, and studies show that little difference in efficiency is worth the huge boost in how tough they are and how easy they are to make.
Material selection and coatings make them even more efficient and versatile. They fit to your needs.
As machines change and get smarter, the core ideas behind Acme threads stay solid, proving that smart, simple solutions often last much longer than new inventions.
Frequently Asked Questions
Why do ACME threads outperform square threads in manufacturing?
Acme threads shine in production because their 29° angle is easier for standard tools to cut.
Square threads, with their sharp 90° corners, are slow to cut and wear tools down quickly. With ACME specifications, you can make meter-long sections in minutes, and it even hardens the surface. You just can’t do that with square threads because their angles cause the metal to crack.
How does ACME compare to API threads ?
Let’s compare the two briefly. ACME threads use a trapezoidal profile, making them robust and ideal for power transmission in machinery and linear motion systems. In contrast, API threads are designed to provide leak-proof seals under high pressure in oil and gas pipelines.
What’s the best ACME variation for space-constrained designs?
For tight spaces, Stub Acme is the best option.
Its shorter thread height means it won’t make thin-walled parts or short hubs too weak. It keeps the core strength of the 29° angle but uses less depth, so you get reliability without adding bulk.
How does rolling improve Acme thread durability compared to cutting?
Rolling makes the metal harder by pressing it, which can actually double how long the thread lasts by tightening its structure.
It also leaves the thread sides super smooth, without any metal shavings or rough edges, which means less wear over time. While cut threads are fine for prototypes, they can’t match the lifespan of rolled ones in applications that go through many cycles. rolled threads often last for millions of uses before showing problems.
Can Acme threads be used interchangeably with ISO trapezoidal threads?
No, they absolutely cannot.
Even though they look similar, they won’t fit together. The key problem is a tiny 1° difference in their side angles (ACME is 29°, ISO is 30°). This mismatch means the threads doesn’t touch each other correctly, which would quickly cause them to seize up and fail. To avoid expensive problems in international projects, always stick to the correct regional standard –> Acme in North America, ISO in Europe.


