Last updated:
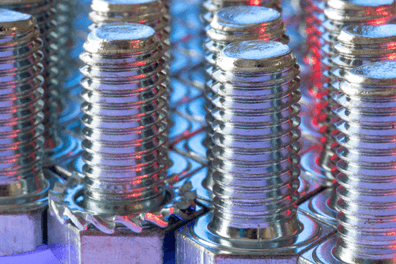
Un cordon de soudure est la ligne de métal déposée pour assembler deux pièces. C’est le résultat de la fusion d’un métal d’apport dans le joint, créant une liaison solide qui assure la cohésion de l’ensemble.
Les ingénieurs sont souvent confrontés à des défauts de soudure résultant d’une mauvaise manipulation de la torche.
Cet article vous donnera toutes les clés pour que cela ne se reproduise plus, depuis la réalisation du cordon jusqu’au contrôle qualité de la soudure.
Sommaire
Qu’est-ce qu’un cordon de soudure ?
Un cordon de soudure se forme par le dépôt de métal en fusion, généralement en une seule passe de la torche.
Ce procédé, qui consiste à fondre le métal d’apport dans le joint, fusionne les pièces et garantit la solidité de leur liaison.
La manipulation de la torche est très importante : elle influence non seulement l’aspect du cordon, mais aussi ses propriétés mécaniques, un point très important en ingénierie.
Le mouvement de votre torche façonne la forme, la taille et la profondeur du cordon :
- Un mouvement rectiligne et régulier assure une pénétration profonde et des liaisons robustes.
- Un mouvement de balayage rapide permet de déposer le métal sur une plus grande surface.
Ce ne sont que deux exemples parmi d’autres que nous détaillerons plus loin. Ils illustrent bien à quel point la technique choisie influe directement sur les propriétés de la soudure.
Il est essentiel de maîtriser la vitesse et l’angle de la torche pour éviter des défauts tels qu’une largeur de cordon inégale ou une mauvaise fusion avec le métal de base.
Les cordons droits sont parfaits pour des passes rectilignes simples et précises. Le balayage, quant à lui, permet une meilleure gestion de la chaleur dans les joints plus larges.
Ces différentes techniques permettent d’adapter le cordon au type de travail, qu’il s’agisse de souder une tôle fine ou un tuyau de forte épaisseur.
Un manque de maîtrise peut entraîner des défauts critiques, comme des fissures ou de la porosité.
Pour le contrôle de la géométrie du cordon, assurez-vous que les jambes de la soudure atteignent au moins 80 % de l’épaisseur du métal le plus fin, comme le recommande KEYENCE dans son guide de mesure 2024.
Cette précaution garantit la bonne tenue du cordon sous contrainte.
Importance des cordons de soudure
Les cordons de soudure sont la clé de voûte de nombreuses structures. Ils créent des liaisons robustes entre les pièces métalliques, assurant une répartition uniforme des charges et des contraintes au sein de l’assemblage.
Un cordon bien exécuté agit comme un pont qui transfère les charges d’une pièce à l’autre. Cette continuité structurelle est essentielle pour éviter les concentrations de contraintes, souvent à l’origine de ruptures.
Les cordons de soudure assurent également l’étanchéité des joints, empêchant ainsi les fuites de gaz ou de liquides.
De plus, le choix d’un métal d’apport adapté peut considérablement améliorer la résistance à la corrosion de l’assemblage.
Une contamination du gaz de protection par l’air, même infime, a des conséquences directes : à peine 1 % d’air suffit à provoquer de la porosité dans la soudure. Au-delà de 1,5 %, des porosités débouchantes apparaissent en surface, comme le souligne cet article de TWI Global en 2024.
La bonne réalisation du cordon est donc un facteur déterminant pour limiter ces risques et garantir la performance de la soudure sur le long terme.
Un contrôle rigoureux de la géométrie du cordon permet de prévenir l’apparition de défauts, tels que les caniveaux.
Pourquoi utiliser différents mouvements de torche ?
Le soudage présente des défis variés selon la position de travail.
Le premier est la gravité : elle attire le bain de fusion vers le bas, ce qui vous oblige à adapter constamment le mouvement de la torche pour le maintenir en place.
Ensuite, sur des matériaux fins ou sensibles à la chaleur (comme l’aluminium ou le titane), il faut opter pour des mouvements qui limitent l’apport de chaleur afin d’éviter les déformations.
Le soudage en position au plafond est un autre exemple particulièrement complexe.
Le soudeur doit déplacer la torche plus rapidement pour éviter que le métal en fusion ne goutte. Une vitesse trop lente laisserait la gravité prendre le dessus, résultant en un cordon irrégulier et de mauvaise qualité.
Ce ne sont que quelques exemples, mais vous rencontrez certainement des défis similaires dans vos propres applications.
C’est pourquoi, avant toute opération de soudage, il est essentiel de bien maîtriser les bases et d’anticiper : « Comment vais-je procéder ? Quels sont les risques potentiels ? ».
Une bonne préparation est la clé du succès :
- Choisissez un matériau d’apport compatible avec vos métaux de base.
- Réglez l’intensité et la tension de votre poste à souder en fonction de l’épaisseur et du type de matériau.
- Anticipez les mouvements à effectuer selon la position de soudage.
Le soudage est une technique plus complexe qu’il n’y paraît, qui exige une préparation rigoureuse.
Types de cordons
La manière de tenir et de déplacer la torche façonne la soudure finale. Les principes de manipulation restent similaires, que vous soudiez à l’électrode enrobée (SMAW), en MIG ou en TIG.
Définitions :
- Le soudage à l’électrode enrobée (SMAW) utilise une électrode consommable enrobée de flux pour créer un arc. C’est un procédé manuel, idéal pour les fortes épaisseurs comme l’acier, qui produit un laitier protecteur.
- Le soudage MIG (GMAW) utilise un fil-électrode continu, déroulé via une torche sous protection gazeuse, pour des soudures rapides et propres sur des métaux de faible à moyenne épaisseur.
- Le soudage TIG (GTAW) emploie une électrode non consommable en tungstène et un gaz inerte pour des soudures manuelles de haute précision et de grande qualité, notamment sur des matériaux fins ou exigeants.
Bien que chaque procédé nécessite de légers ajustements, on distingue principalement deux techniques pour réaliser les cordons : les cordons droits et les cordons balayés (ou oscillants).
Cordons Droits
Un cordon droit se réalise par un mouvement de tirage ou de poussée rectiligne de la torche.
Le mouvement latéral est quasi inexistant.
En tirant (backhand), la torche est inclinée vers le bain de fusion déjà déposé. Cette technique augmente la pénétration et produit des soudures solides.
La technique en poussant (forehand) est privilégiée pour les métaux fins ou sensibles à la chaleur, ainsi que pour certaines soudures en position verticale.
Elle consiste à incliner la torche en avant, dans la direction de l’avance. L’apport de chaleur est moins concentré, ce qui permet à la soudure de se solidifier plus rapidement.
En contrepartie, la pénétration est plus faible qu’en tirant.
Les cordons droits fonctionnent dans toutes les positions. Ils restent étroits.
Il est crucial d’assurer une bonne fusion sur les bords du cordon (aux pieds de la soudure). Une vitesse d’avance lente permet au bain de fusion de bien “mouiller” les bords du joint. Un très léger mouvement latéral peut parfois aider.
Attention : un mouvement trop ample le transformerait en cordon balayé.
Cordons Balayés
La technique du cordon balayé, ou oscillant, consiste à imprimer à la torche un mouvement latéral le long du joint, formant un motif qui peut s’apparenter à un zigzag.
Il existe de nombreux motifs de balayage possibles :
- Zigzags (convexes, concaves, en arabesque),
- Balayage en triangle,
- Balayage en échelle,
- Balayage en dents de scie.
Le balayage sert avant tout à contrôler l’apport de chaleur et le remplissage :
- Marquer un temps d’arrêt sur les bords assure une bonne fusion et prévient les caniveaux.
- Traverser rapidement le centre permet de garder un profil de cordon plat et d’éviter une surépaisseur excessive.
Certains motifs répondent à des besoins précis :
- Le balayage en triangle : Idéal pour le soudage en position verticale montante. Il crée une sorte de “support” qui retient le bain de fusion contre la gravité.
- Le balayage en demi-cercle : Utilisé pour ajuster l’apport de chaleur. Un balayage vers l’avant du bain de fusion le refroidit, tandis qu’un balayage vers l’arrière augmente la température.
En position au plafond, le balayage est difficile mais efficace, et permet de gagner du temps par rapport à la réalisation de plusieurs cordons droits.
Mouvement en Soudage à l’Électrode Enrobée : le Fouetté
Pour une soudure sur chanfrein en V avec jeu à la racine, la technique de référence avec une électrode enrobée est le mouvement de « fouetté ».
Elle est généralement réalisée avec une électrode E6010 ou E6011.
L’objectif est d’obtenir une pénétration complète à la racine. En avançant avec l’électrode dans le jeu, un trou de serrure (keyhole) se forme à l’avant du bain de fusion.
Ce trou est l’indicateur visuel d’une bonne fusion des deux bords à la racine du joint.
Votre principal défi est de maîtriser la taille de ce trou de serrure. S’il s’agrandit trop, vous risquez de percer le métal.
Pour le contrôler, on retire rapidement l’électrode du bain de fusion par un mouvement bref vers le haut.
Cette action refroidit le bain, ce qui réduit le trou de serrure et permet à la soudure de se solidifier juste derrière. Il faut ensuite replonger immédiatement l’électrode dans le bain pour continuer le dépôt de métal.
La fréquence du mouvement de fouetté dépend de l’apport de chaleur.
On peut commencer sans fouetter, puis accélérer le mouvement à mesure que la chaleur s’accumule dans la pièce.
Technique TIG : le Dandinement de la Buse
Pour les passes de racine de haute précision, notamment sur tuyauterie, le soudage TIG est souvent privilégié.
La technique employée est alors celle du « dandinement de la buse ».
Plutôt que d’osciller avec le poignet, le soudeur fait basculer la buse en céramique de la torche d’un bord à l’autre du chanfrein.
Ce mouvement permet de créer un cordon d’une régularité et d’une propreté exemplaire.
Défauts Courants à Connaître
Comme nous l’avons vu, la maîtrise de ces techniques est essentielle pour obtenir des joints solides. Un mauvais contrôle, en revanche, mène inévitablement à des défauts qui affaiblissent la soudure.
Des défauts comme la porosité, les caniveaux ou une surépaisseur excessive peuvent compromettre la sécurité et la durabilité des assemblages mécaniques.
Nous avons déjà fait un tour d’horizon complet des contrôle de qualité en soudage qui couvre la plupart des défauts que vous pouvez rencontrer en pratique.
Bien que ce sujet mériterait un article à lui seul, voici quelques défauts courants directement liés aux techniques que nous venons de voir :
Caniveau : Il s’agit d’un sillon creusé dans le métal de base, le long des bords de la soudure. La cause la plus fréquente est une vitesse d’avance excessive ou l’absence de pause sur les bords lors d’un balayage. L’arc creuse le métal de base, mais on avance trop vite pour que le bain de fusion vienne combler ce creux.
Prévention : Marquez un bref temps d’arrêt sur chaque bord de votre balayage. Cela permet au bain de fusion de bien remplir le joint et assure une transition douce entre le cordon et le métal de base.
Surépaisseur excessive (bombement élevé) : Ce défaut, aussi appelé convexité excessive, correspond à une accumulation de métal au centre du cordon. Il résulte directement d’une vitesse de balayage trop lente au milieu du joint. Cette accumulation de matière crée une concentration de contraintes aux pieds de la soudure, ce qui fragilise l’assemblage.
Prévention : Accélérez votre vitesse de balayage lorsque vous traversez le centre du joint. L’objectif est d’obtenir une surface de soudure plate ou très légèrement bombée (convexe).
Pénétration incomplète : Ce défaut apparaît lorsque le métal déposé n’atteint pas le fond du joint (la racine), laissant une zone non soudée. Les causes sont souvent une intensité de courant trop faible, une vitesse d’avance trop rapide, ou une mauvaise technique en passe de racine (par exemple, l’absence de trou de serrure).
Prévention : Vérifiez que vos paramètres de soudage sont corrects et, pour la passe de racine, concentrez-vous sur le maintien d’un trou de serrure stable et constant.
Porosité : Il s’agit de petites cavités (bulles de gaz) piégées dans le métal solidifié. La porosité est due à une contamination, soit par l’air ambiant (longueur d’arc trop importante), soit par des impuretés présentes sur le métal de base (huile, humidité, rouille).
Prévention : Maintenez une longueur d’arc courte et assurez-vous de toujours travailler sur un métal de base propre et sec, avec des consommables également exempts d’humidité.
Conclusion
Réaliser un cordon de soudure de qualité est un art qui exige de la technique ; il ne s’agit pas simplement de “coller” deux pièces avec du métal en fusion.
Nous avons vu que les cordons droits sont idéaux pour des soudures étroites et pénétrantes, tandis que les cordons balayés permettent de contrôler la chaleur et de remplir des joints plus larges.
La réussite d’un balayage repose sur un rythme précis : marquer un temps d’arrêt sur les bords pour éviter les caniveaux, et accélérer au centre pour prévenir la surépaisseur.
La maîtrise de ce mouvement permet d’éliminer la plupart des défauts de soudure.
De plus, des procédés spécifiques exigent des gestes uniques.
La technique du fouetté en soudage à l’électrode enrobée est importante pour contrôler le trou de serrure et garantir une pénétration complète à la racine.
Pour les travaux de haute précision, le “dandinement de la buse” en TIG offre une régularité inégalée.
Chacune de ces techniques, bien appliquée, est une excellente arme pour prévenir les défauts de soudure les plus courants.
Foire aux questions
Quand faut-il privilégier un cordon droit plutôt qu’un cordon balayé ? Utilisez un cordon droit pour les joints étroits qui ne nécessitent qu’une seule passe. Il est parfait pour les passes de racine ou lorsque vous visez une pénétration profonde et concentrée sans surchauffe. Optez pour un cordon balayé pour remplir un joint large, combler un chanfrein important, ou mieux répartir la chaleur lors des passes de remplissage.
Que se passe-t-il exactement si je ne fais pas de pause sur les côtés d’un balayage ? Ne pas marquer de pause sur les côtés (les “pieds” de la soudure) crée un caniveau. Ce défaut se forme car l’arc creuse le métal de base, mais le mouvement trop rapide ne laisse pas le temps au métal d’apport de combler ce sillon. Cela crée une zone de faiblesse sur le bord de la soudure. Ce temps d’arrêt est donc essentiel pour assurer une fusion complète et une transition parfaite avec le métal de base.
Qu’est-ce qu’un « trou de serrure » en soudage à l’électrode enrobée, et pourquoi est-il si important pour une passe de racine ? Le trou de serrure est le petit orifice qui se forme à l’avant du bain de fusion lors d’une passe de racine sur un joint ouvert. C’est votre confirmation visuelle que vous obtenez une pénétration complète : il confirme que vous fusionnez les deux pièces sur toute leur épaisseur à la racine du joint. Maîtriser sa taille avec la technique du “fouetté” est primordiale : trop grand, il perce le métal et s’il se referme, la pénétration est incomplète.
Quelle est la principale différence entre le mouvement de « fouetté » et la technique du « dandinement de la buse » ? Ce sont des techniques propres à deux procédés de soudage distincts. Le fouetté est un mouvement du poignet utilisé en soudage à l’électrode enrobée (SMAW), principalement avec des électrodes E6010/E6011, pour contrôler la chaleur et la pénétration en passe de racine. Le ‘dandinement de la buse’ est une technique mécanique propre au soudage TIG (GTAW). On utilise la buse en céramique de la torche comme pivot pour la faire basculer d’un bord à l’autre du joint. Cela crée un balayage d’une extrême régularité, idéal pour les soudures critiques sur tuyauterie.
J’obtiens une bosse haute et arrondie au milieu de mes cordons balayés. Qu’est-ce que je fais de mal ? Vous vous déplacez trop lentement au centre de votre balayage. Ce défaut, appelé surépaisseur excessive (ou convexité excessive), se produit lorsque vous déposez trop de métal d’apport au milieu du joint. La solution : conservez votre temps de pause sur les bords, mais traversez le centre plus rapidement. L’objectif est d’obtenir un cordon plat ou à peine bombé.
Quelles normes de qualité guident l’inspection des cordons de soudure ? L’inspection est guidée par des normes qui dépendent du secteur et de l’application. Parmi les plus courantes, on trouve aux États-Unis l’AWS D1.1 (construction métallique), l’ASME Section IX (appareils sous pression) et l’API 1104 (pipelines). Au niveau international, la norme de référence est l’ISO 5817.