
Last updated:
Plastiform P80 Ra,顾名思义,是一款能够精确复制并再现表面 Ra 粗糙度的产品。这一特性让它在测量仪器无法直接接触待测表面时大显身手。
目录
使用 Plastiform 测量粗糙度
定义
所谓粗糙度,指的是由于高低不平而存在于物体表面的微小不规则形态。
算术平均粗糙度,记为 Ra,是指在取样长度内,轮廓偏距绝对值的算术平均值。换言之,它是在给定测量距离上,轮廓波峰与波谷之间的平均差值。
使用接触式粗糙度仪可在 P80 Ra 复制品上获得此 Ra 值。而其他特性(Rt、Rz 等)则只能通过非接触式表面测量系统获得。
复制品分辨率
分辨率是指测量系统能够在复制品上分辨或识别的最小细节。
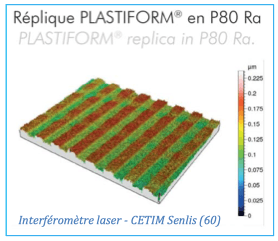
通过亚纳米级分辨率的光学系统(如激光干涉仪和扫描仪)进行测试,结果表明 Plastiform 复制品的分辨率可达约 1 纳米。这证明了 Plastiform 产品(如此处的 P80 Ra)能够在应用表面上再现纳米级的精微细节。
总而言之,我们建议使用光学测量系统来检测 Plastiform 复制品;然而,只要遵循正确的操作步骤,接触式测量同样能获得极高的精度。
测量系统与结果
接触式粗糙度仪主要分为两大类:带滑块式和无滑块式。虽然两者皆可用于测量 P80 Ra 复制品,但通常使用无滑块式粗糙度仪能获得更优结果。这类仪器能够达到 +/- 0.1 µm 级别的测量公差。
若要追求最高精度,光学测量系统(非接触式)无疑是理想之选。它们能以极高的精确度测量低于 0.020 µm 的 Ra 粗糙度值。
接触式测量方法
本操作流程是基于我们众多客户的应用案例总结而成,是使用接触式测量设备获取最佳结果的推荐方法。
1. 彻底清洁待测表面
在制作复制品之前,务必使用 DN1 脱脂剂 彻底清洁工件,以免粗糙度检测结果失真。待测表面必须洁净,无任何油污残留。灰尘同样会影响复制品的质量。
2. 按说明操作,制取印模
要精确测量工件的粗糙度,必须严格按照要求在待测表面上施用 Plastiform。请参照使用说明,以确保高质量的取模效果。
P80 是一款不会流动的膏状产品,因此可适用于任何类型的表面。
注意:务必避免产生气泡!
我们建议使用平整物体将 Plastiform 压实在待测表面上,这样既能在其背部形成一个平面,又能确保产品充分渗入表面的微观结构中。
如此一来,您将获得一个固化后易于放置在触针下方的复制品。
3. 固化后静置30分钟
P80 固化之后,请静置约 30 分钟再开始测量粗糙度。这能让产品达到其最终硬度——邵氏 A 80。
此硬度对于保证测量精度至关重要。
4. 务必校准测量系统
在测量 P80 Ra 复制品之前,务必对您的测量系统进行正确校准。
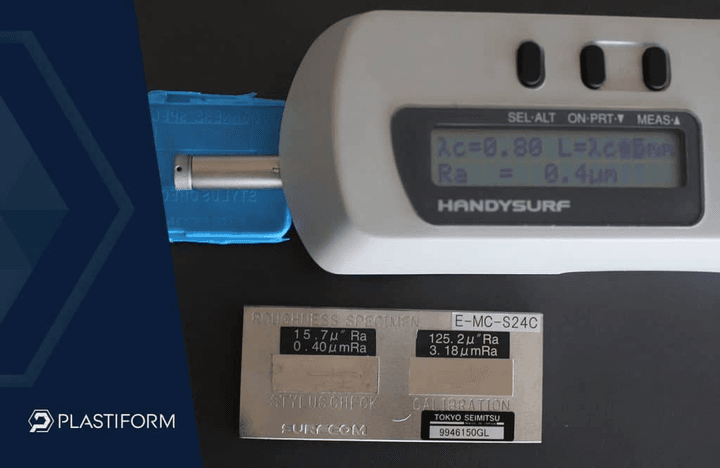
我们甚至建议,先在粗糙度样板的复制品上测试您的粗糙度仪,以验证其准确性。具体操作为:先制作一个粗糙度样板的复制品,然后比较直接测量样板和测量其复制品所得出的结果。
5. 正确放置印模
放置复制品时,应使其沟槽方向与测量方向垂直,并确保其放置稳固且尽可能平整。
我们建议在制作时,就在复制品背面创建一个“平坦基面”(参见上文第 2 点)。同时,复制品也必须被牢牢固定,以防测量时因触针的摩擦而移动。
切勿用手指扶持复制品,这会引起影响结果的微小抖动!
6. 进行测量
根据标准,必须在 5 个不同的截面上测量轮廓,以获取平均值。
此外,由于触针可能会对复制品表面造成轻微损伤,切勿在同一位置重复测量。
影响测量结果的因素
测量表面粗糙度时,有若干因素会影响结果。而当测量对象是复制品时,需要考虑的因素就更多了。以下是一个不完全的清单。
1. 环境
温度变化会影响粗糙度测量的结果,空气湿度同样如此。
2. 人为因素与测量策略
测量技术人员的经验同样会影响测量结果。选择正确的测量方法或合适的探头,是获取理想结果的关键。
3. 测量设备
测量设备的选择是否得当,直接决定了检测过程的难易程度。
有些仪器与 Plastiform 复制品完全兼容,而另一些则可能兼容性稍差。因此,我们始终建议进行预先测试,以验证设备的兼容性。
4. 测量对象
无论是原始工件表面还是复制品表面,都必须保持绝对洁净。同时,Plastiform 复制品必须达到其最终硬度(通常在施用后 30 到 40 分钟)。
此外,务必妥善保护复制品的待测表面。由于其材质并非金属,应避免刮擦、摩擦或过度挤压。拿取和放置时必须小心谨慎。
5. Ra 极限值
当表面的 Ra 粗糙度小于 0.4 µm 时,接触式测量方法便不再适用。
这是因为粗糙度过低,会导致粗糙度仪的读数产生偏差甚至错误。
因此,当待测粗糙度小于或等于 0.4 µm 时,应改用光学测量仪器(非接触式)进行测量。


