
Last updated:
在机械加工中,无论设备何等精密,工件表面总会留下微小的瑕疵。这些瑕疵,即微观几何粗糙度,源于切削工具的固有不完美(毕竟,绝对的完美并不存在!)。
因此,精确测量这些瑕疵至关重要。八十多年来,表面光洁度测量技术不断精进,成为提升产品性能的关键一环。通过评定这些瑕疵的平均值,我们便能判断工件表面是否达到规格要求。
粗糙度测试仪,正是能够评定零件表面状态的专业仪器之一。
如今,依据 国际标准,表面光洁度由多个参数共同定义:在原始轮廓上计算的 P 参数,通过粗糙度轮廓测量的 R 参数,以及对应波纹度轮廓的 W 参数。
在本文中,我们将深入了解市面上几款能量测部分参数的粗糙度测试仪,并一同探讨其他值得关注的相关技术与仪器。
目录
表面状态参数
为了描述表面状态,我们通常需要测量多种轮廓,而本文将重点关注其中两种:粗糙度轮廓与波纹度轮廓。这两种轮廓都能为我们揭示表面瑕疵的信息。
粗糙度
粗糙度主要关注微观几何瑕疵,通常使用粗糙度测试仪或轮廓仪进行测量。其相关参数均以字母 R 为前缀,如 Ra、Rz、Rw 等。
粗糙度参数反映的是由加工刀具产生的条纹、沟槽等瑕疵。
波纹度
波纹度可以看作是粗糙度的补充,它涵盖了表面轮廓中所有波长较长的组成部分。其相关参数以字母 W 开头。
市场上的粗糙度测试仪
粗糙度测试仪是一种接触式测量仪器,其测针通过在工件表面上移动,来采集与粗糙度相关的各项数据,在某些型号中,也能采集波纹度参数。
粗糙度测试仪通常轻便小巧、价格实惠,是检查产品表面时最易于普及和使用的设备之一。不过,市面上的粗糙度测试仪也分为不同类型。
带导块的粗糙度测试仪
这是一种入门级型号。其测针由一个导块作为基准进行引导,因此通常只适用于测量平面。
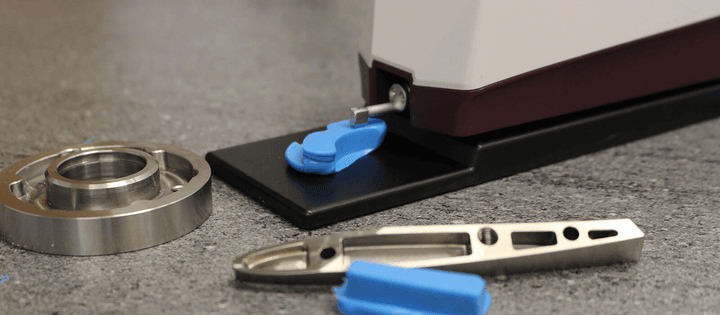
带导块的型号,其测针通常只能测量粗糙度参数。导块在引导测针的同时,可能会对某些特定表面的测量精度造成影响。但另一方面,导块的存在也让设备更加坚固、便于携带。
导块式粗糙度测试仪非常适合在车间环境中使用,尤其是在需要快速、便捷地定位设备的场景下。
无导块的粗糙度测试仪
而无导块的粗糙度测试仪则利用设备内置的精密导轨来控制测针。这种内部导轨结构使其能够应对更为复杂的表面测量。
由于内部导轨能让测针获得更精准的测量结果,无导块粗糙度测试仪通常更受青睐。

此外,它也是测量复制胶泥印模的理想之选。
粗糙度测试仪的替代方案
粗糙度测试仪属于接触式测量设备。如果您希望进行非接触式粗糙度测量,或者在某些工况下无法放置粗糙度测试仪,那么市面上还有其他替代方案可供选择。
轮廓仪
轮廓仪最初也是一种接触式测量仪器,通过金刚石尖端的测針来读取待测表面。当然,请不要误会,如今的市场上依然有接触式轮廓仪,并且它们非常实用且经济。然而,这类仪器也存在一些固有的缺点:
- 测量速度较慢,测针扫描速度通常在 1 毫米/秒左右。
- 可能会划伤待测表面,因此大多仅限于在较硬的金属表面上使用。
- 对于非常脆弱或具有磨蚀性的表面,使用接触式轮廓仪进行测量可能会同时损坏测针和工件本身。
我们通常所说的粗糙度测试仪,其实就是一种便携式轮廓仪,因此两者的操作原理大同小异。
作为接触式粗糙度测量的替代方案,光学轮廓仪更值得我们关注。光学轮廓仪主要分为两类:矩阵式(面扫描)和扫描式(线扫描)。
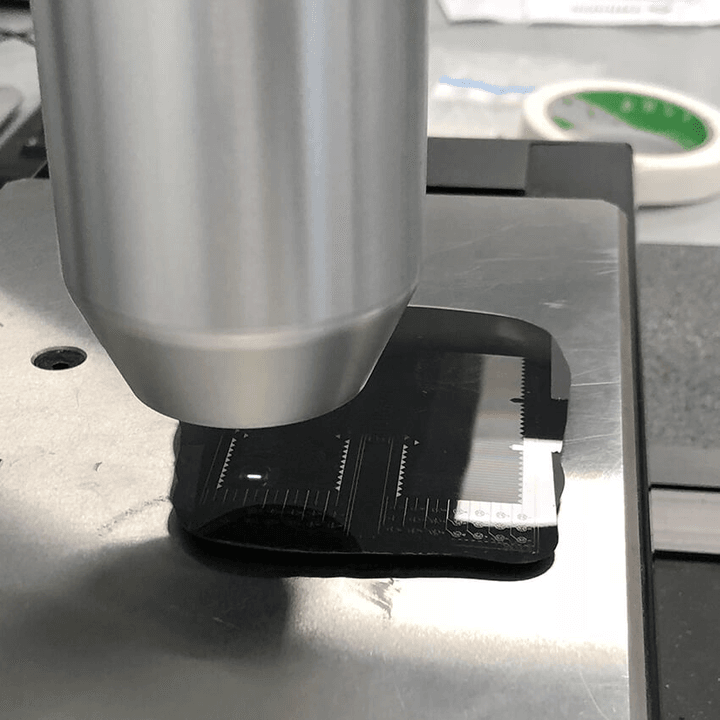
第一种是矩阵式光学轮廓仪,其工作原理是读取由 CCD 相机拍摄的图像。这种型号的优势无疑是其惊人的测量速度。它是目前市场上速度最快的轮廓仪,并且能提供极为精确的测量结果。
而扫描式光学轮廓仪的情况则要复杂一些,因为其机械扫描装置会产生微弱的噪声信号,并叠加到表面轮廓数据中。当然,这类轮廓仪的性能依然非常出色。实际上,即便是使用接触式粗糙度测试仪,由于测针与表面存在机械摩擦,同样也会引入测量噪声。
间接控制
在某些特定工况下,粗糙度测试仪可能无法触及待测表面,而工件本身也大到无法移动到轮廓仪上进行测量。面对这种两难的境地,能够胜任的测量仪器寥寥无几。
此时,最具成本效益的解决方案便是制作复制印模:使用高分子材料精确复制表面形貌,然后将印模带到实验室,用粗糙度测试仪进行测量。
复制胶泥提供的 行业专用解决方案,测量精度可达微米级,而平均单次检测成本仅为 4 美元。
我们的产品可与各类粗糙度测试仪和光学轮廓仪无缝兼容。(从更广义上讲,我们的产品兼容所有用于表面光洁度或尺寸控制的质量检测仪器。)
P80 Ra 是专门为配合粗糙度测试仪使用而开发的产品。如果您在使用此类设备进行测量时遇到困难,我们强烈建议您深入了解这款产品,它定能助您一臂之力!当与无导块粗糙度测试仪配合使用时,其测量精度甚至会更高!
而 F30 Visual 则更适用于非接触式测量设备,因其质地过于柔软,弹性较大,不适合在接触式粗糙度测试仪上使用。虽然它并非本文的讨论重点,但多了解一种解决方案总归是好的:记住,F30 Visual 是非接触式测量的理想搭档!
如何使用粗糙度测试仪?
简单回答:这取决于制造商!每台机器都有其特殊性,但原理大同小异:
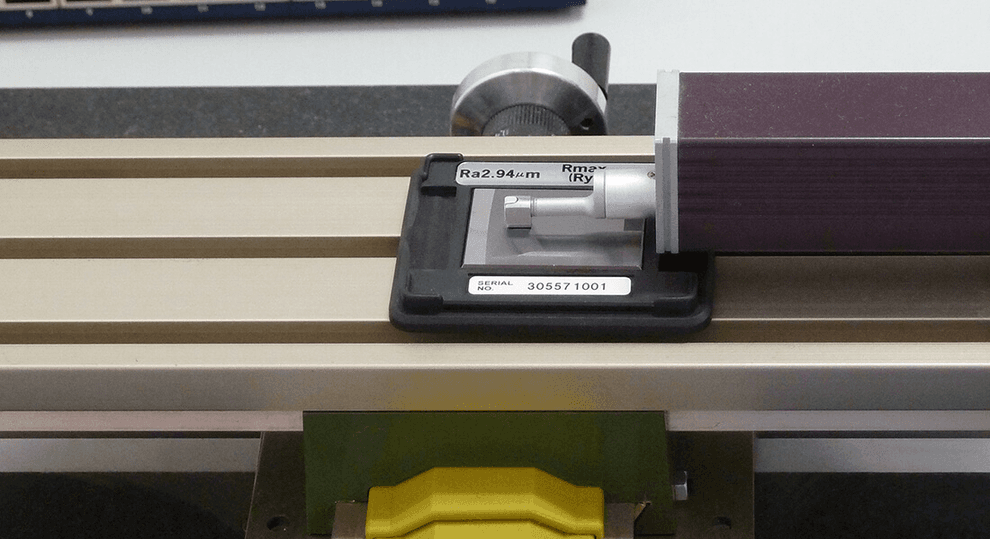
- 务必使用专用标准件校准 粗糙度测试仪(通常随设备提供)。未经校准的设备,其测量值是无效的!
- 设备校准完毕后,将其放置在待检表面上,然后启动测量。您会看到测针开始移动,请耐心等待其完成整个扫描过程,直至完全停止。
- 此时,查看设备屏幕,即可读取测量数据。
部分型号的设备支持数据导出,便于数字化存档。详情请参阅您的设备说明书!
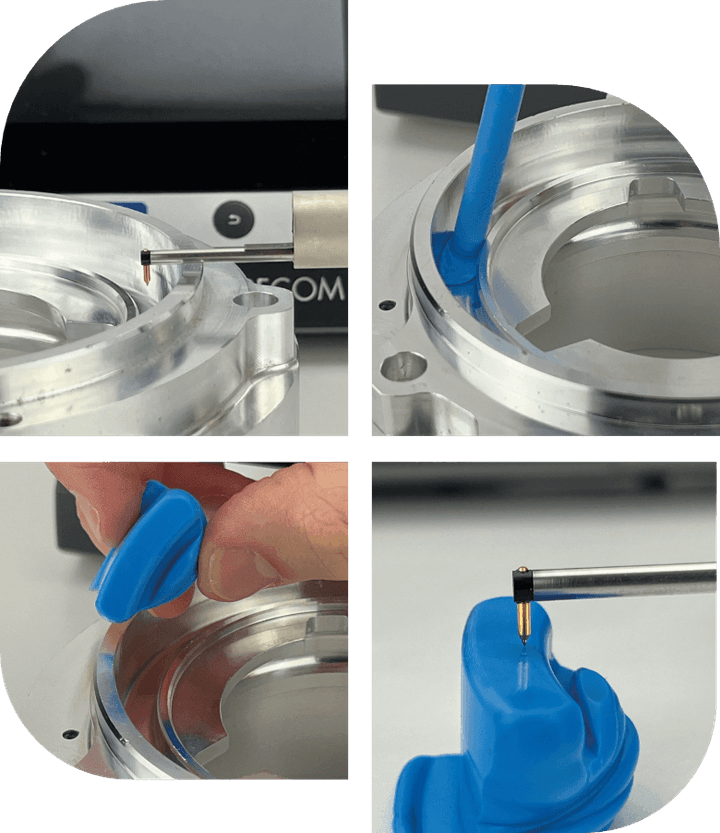
如何使用复制胶泥配合测量?
使用复制胶泥进行测量,其步骤与直接测量原始表面几乎完全一样,唯一的区别就在于需要先制作印模!
关于如何应用复制胶泥产品以及如何提取印模,我们已为您准备了大量的参考资料。如果您对我们的技术还不熟悉,欢迎随时查阅!
当用于尺寸控制时,制作印模的流程有一个小小的特别之处。
由于后续需要使用粗糙度测试仪进行测量,我们需要为印模创造一个稳定的基准面。方法很简单:在制作印模时,压平其背离待测表面的那一侧即可。
在施用材料时,只需用一个平整的物体将胶泥压平即可(请务必在材料固化前完成,否则就太晚了!)。使用 P80 Ra,您大约有 6 分钟的充裕时间来完成此操作!
待材料完全固化后,您便可以将印模平稳地放置在压平的基面上,然后使用您的粗糙度测试仪(无论带导块还是无导块的型号!)进行测量。
结论
粗糙度测试仪是一种用于测量表面光洁度、验证零件合规性的设备。使用带导块的型号,您可以获取表面的粗糙度轮廓;而使用无导块的型号,您还可以进一步获取其波纹度轮廓。
总而言之,粗糙度测试仪是一种 高效、可靠且经济实惠的仪器, 并且与复制胶泥产品堪称天作之合!
如果您希望能对零件进行系统化的品质检测,那么便携式粗糙度测试仪与 P80 Ra(用于检测难以触及的区域)的组合,无疑是您的制胜法宝!