
Last updated:
螺纹节距是紧固件上相邻螺纹之间的距离。在英制紧固件中,它以每英寸螺纹数 (TPI) 来衡量;而在公制紧固件中,则以螺纹之间的毫米距离来计算。
在本文中,我们将深入探讨螺纹节距的含义、测量方法及其在精密机械领域中的重要性。
我们还将为您提供常见螺纹系列的详细图表,助您快速查找所需规格。
目录
什么是螺纹节距?定义
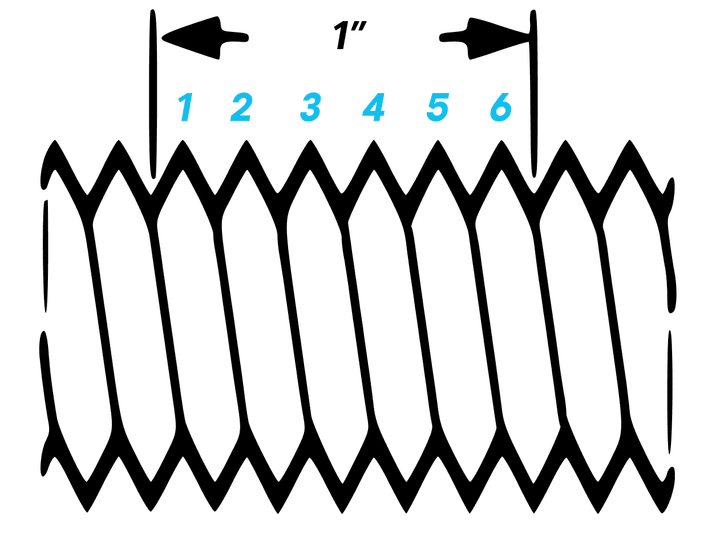
在英制系统中,螺纹节距以每英寸螺纹数 (TPI)来表示。
一个标有”1/2-13″的螺栓,即表示其每英寸长度上有 13 圈螺纹。
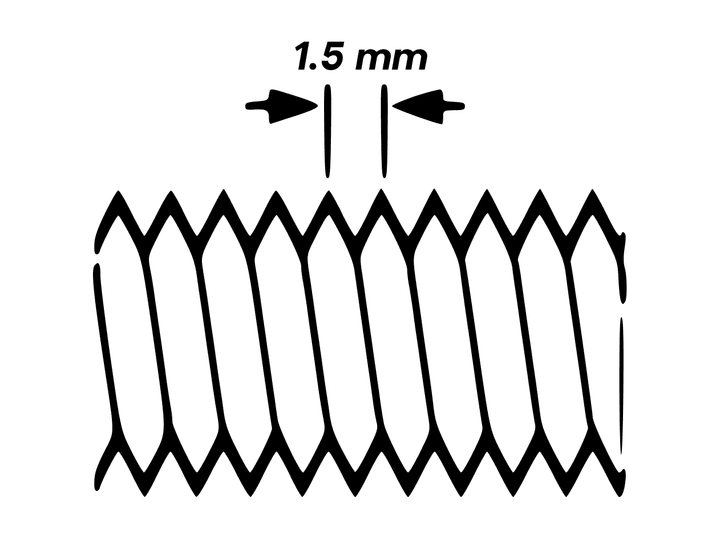
在公制系统中,节距指的是螺纹之间的距离(以毫米为单位)。
例如,一个 M10 × 1.5 的螺栓,其螺纹之间的距离为 1.5 毫米。在公制中,节距值越小,螺纹越细密;反之,节距值越大,螺纹则越粗犷。
在给定长度内,粗牙螺纹的圈数较少,而细牙螺纹则更为密集。
正是这个看似简单的参数,决定了紧固件的固定强度、装配的便捷性,甚至其在振动环境下的耐用性。
螺纹节距影响着:
- 强度:细牙螺纹具有更大的拉伸应力区,因此强度更高。
- 装配速度:粗牙螺纹不易错扣,是快速装配的理想选择。
- 抗振性:细牙螺纹在振动下能保持更牢固的锁紧,而粗牙螺纹对污垢和损伤的耐受性更强。
- 啮合要求:粗牙螺纹所需的啮合长度较短;细牙螺纹则需要更深的啮合以防脱扣。
螺纹基础:节距、TPI 和直径
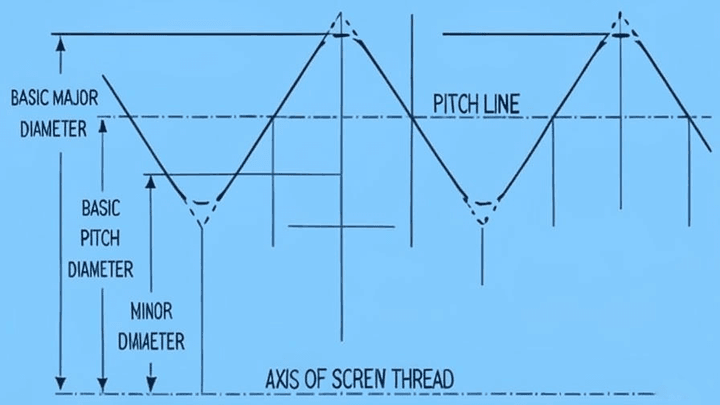
当您仔细观察一根螺杆时,会注意到两个关键的尺寸参数:
- 大径 – 螺纹牙顶到牙顶的外径距离。
- 相邻牙顶之间的距离。这个距离通常有两种叫法:
- 在英制系统中称为每英寸螺纹数 (TPI)
- 在公制系统中称为螺纹节距(以毫米为单位)
这两个数值只是从不同角度描述了同一种几何特征。
在数学上,您可以使用以下公式进行换算:
这是因为:
第三个重要尺寸是小径(牙底到牙底的距离),因为它决定了实际承载负荷的金属量。
在图表中,您常会看到一个名为拉伸应力区的派生值,记为:
工程师们常使用简单的轴向应力公式,例如:
其中 F 代表施加的拉伸力。
请记住这三个关键特性:大径、节距/TPI 和拉伸应力区。
您之后会看到的每一个图表,都只是将这些参数以清晰的格式呈现出来而已。
以下示意图可以帮助您直观地理解这些概念:
探索螺纹系列:类型与特性
螺纹系列是按直径和节距组合而成的标准分类,每个系列都具有独特的性能,适用于特定的应用场景。
这些系列通过特定直径对应的 TPI 或节距来区分,主要包括粗牙、细牙、8 牙和公制等不同类型。
了解它们的区别有助于您为项目选择合适的紧固件,从而避免错扣或脱扣等问题。
粗牙螺纹系列 (UNC/UNRC)
统一国家标准粗牙螺纹 (UNC)是北美地区最通用的螺纹标准。
它以坚固耐用和易于装配而著称。
其部分特性如下:
- 常用于通用螺栓和螺母
- 每英寸的螺纹数较少
- 螺距较大,装配速度快
- 不易发生错扣
但它也有一个需要注意的权衡:与相同直径的细牙螺纹相比,其拉伸应力区略小。
规格图表:
| 粗牙螺纹系列 – UNC | |||
|---|---|---|---|
| 公称尺寸和每英寸螺纹数 | 基本节径 (英寸) | 小径截面积 (平方英寸) | 拉伸应力区 (平方英寸) |
| 3/8 – 16 | 0.3344 | 0.0678 | 0.0775 |
| 7/16 – 14 | 0.3911 | 0.0933 | 0.1063 |
| 1/2 – 13 | 0.4500 | 0.1257 | 0.1419 |
| 9/16 – 12 | 0.5084 | 0.162 | 0.182 |
| 5/8 – 11 | 0.5660 | 0.202 | 0.226 |
| 3/4 – 10 | 0.6850 | 0.302 | 0.334 |
| 7/8 – 9 | 0.8028 | 0.419 | 0.462 |
| 1 – 8 | 0.9188 | 0.551 | 0.606 |
| 1 1/8 – 7 | 1.0322 | 0.693 | 0.763 |
| 1 1/4 – 7 | 1.1572 | 0.890 | 0.969 |
| 1 3/8 – 6 | 1.2667 | 1.054 | 1.155 |
| 1 1/2 – 6 | 1.3917 | 1.294 | 1.405 |
| 1 3/4 – 5 | 1.6201 | 1.74 | 1.90 |
| 2 – 4 1/2 | 1.8557 | 2.30 | 2.50 |
| 2 1/4 – 4 1/2 | 2.1057 | 3.02 | 3.25 |
| 2 1/2 – 4 | 2.3376 | 3.72 | 4.00 |
| 2 3/4 – 4 | 2.5876 | 4.62 | 4.93 |
| 3 – 4 | 2.8376 | 5.62 | 5.97 |
| 3 1/4 – 4 | 3.0876 | 6.72 | 7.10 |
| 3 1/2 – 4 | 3.3376 | 7.92 | 8.33 |
| 3 3/4 – 4 | 3.5876 | 9.21 | 9.66 |
| 4 – 4 | 3.8376 | 10.61 | 11.08 |
细牙螺纹系列 (UNF/UNRF)
在精密加工领域,我们则会用到统一国家标准细牙系列 (UNF)。它牺牲了装配速度,换来了更高的强度和振动环境下的可靠性。
这类螺纹常见于要求高精度位移的应用场合。
由于其设计拥有更大的应力承受面积,细牙螺纹的抗拉强度非常高。但需要注意的是,极细的螺纹要比粗牙螺纹需要更长的啮合长度,以确保在负载下不会发生脱扣。
规格图表:
| 细牙螺纹系列 – UNF | |||
|---|---|---|---|
| 公称尺寸和每英寸螺纹数 | 基本节径 (英寸) | 小径截面积 (平方英寸) | 拉伸应力区 (平方英寸) |
| 3/8 – 24 | 0.3479 | 0.0809 | 0.0878 |
| 7/16 – 20 | 0.4050 | 0.1090 | 0.1187 |
| 1/2 – 20 | 0.4675 | 0.1486 | 0.1599 |
| 9/16 – 18 | 0.5264 | 0.189 | 0.203 |
| 5/8 – 18 | 0.5889 | 0.240 | 0.256 |
| 3/4 – 16 | 0.7094 | 0.351 | 0.373 |
| 7/8 – 14 | 0.8286 | 0.480 | 0.509 |
| 1 – 12 | 0.9459 | 0.625 | 0.663 |
| 1 1/8 – 12 | 1.0709 | 0.812 | 0.856 |
| 1 1/4 – 12 | 1.1959 | 1.024 | 1.073 |
| 1 3/8 – 12 | 1.3209 | 1.260 | 1.315 |
| 1 1/2 – 12 | 1.4459 | 1.521 | 1.581 |
8 牙螺纹系列 – 8UN
对于直径一英寸及以上的螺栓,工程师们通常会采用统一的 8 TPI(每英寸 8 牙)标准,而不论具体直径的大小如何。
这是一些重要行业标准(如 ASTM A193 B7、A193 B8/B8M 和 A320)的要求。您只会发现这种螺纹用于直径一英寸或更大的场合。
这种标准节距简化了高压或高温应用中大型紧固件的设计和制造,能够在不同尺寸间提供可靠且坚固的连接,而无需改变螺纹密度。
| 8 牙螺纹系列 – 8UN | |||
|---|---|---|---|
| 公称尺寸和每英寸螺纹数 | 基本节径 (英寸) | 小径截面积 (平方英寸) | 拉伸应力区 (平方英寸) |
| 1 – 8 | 0.9188 | 0.551 | 0.606 |
| 1 1/8 – 8 | 1.0438 | 0.728 | 0.790 |
| 1 1/4 – 8 | 1.1688 | 0.929 | 1.000 |
| 1 3/8 – 8 | 1.2938 | 1.155 | 1.233 |
| 1 1/2 – 8 | 1.4188 | 1.405 | 1.492 |
| 1 5/8 – 8 | 1.5438 | 1.68 | 1.78 |
| 1 3/4 – 8 | 1.6688 | 1.98 | 2.08 |
| 1 7/8 – 8 | 1.7938 | 2.30 | 2.41 |
| 2 – 8 | 1.9188 | 2.65 | 2.77 |
| 2 1/4 – 8 | 2.1688 | 3.42 | 3.56 |
| 2 1/2 – 8 | 2.4188 | 4.29 | 4.44 |
| 2 3/4 – 8 | 2.6688 | 5.26 | 5.43 |
| 3 – 8 | 2.9188 | 6.32 | 6.51 |
| 3 1/4 – 8 | 3.1688 | 7.49 | 7.69 |
| 3 1/2 – 8 | 3.4188 | 8.75 | 8.96 |
| 3 3/4 – 8 | 3.6688 | 10.11 | 10.34 |
| 4 – 8 | 3.9188 | 11.57 | 11.81 |
公制螺纹系列(ISO 粗牙)
公制螺纹系列是国际通用的螺纹标准,在北美以外的世界各地广泛使用。
其设计旨在实现全球互换性,确保各行业和国家之间的一致性。
其部分特性如下:
- 适用于全球机械、汽车和建筑领域的通用螺栓、螺母和紧固件
- 节距以毫米测量(对于粗牙系列,节距越大意味着每单位长度的螺纹数越少)
- 得益于标准化设计和较大的螺距,装配速度快,且不易错扣,尤其适合大批量生产
所有测量均采用公制单位(mm 和 mm²)以确保精度,这与上述基于英寸的系统有所不同。
以下图表汇总了其关键数值:
| 公制螺纹系列规格 | ||||||
|---|---|---|---|---|---|---|
| 螺纹尺寸 | 大径 (mm) | 小径 (mm) | 螺纹节距 (mm) | 节径 (mm) | 攻丝钻头直径 (mm) | 通孔直径 (mm) |
| M1 | 1.0 | 0.729 | 0.25 | 0.838 | 0.75 | 1.3 |
| M1.1 | 1.1 | 0.829 | 0.25 | 0.938 | 0.85 | 1.4 |
| M1.2 | 1.2 | 0.929 | 0.25 | 1.038 | 0.95 | 1.5 |
| M1.4 | 1.4 | 1.075 | 0.30 | 1.205 | 1.10 | 1.8 |
| M1.6 | 1.6 | 1.221 | 0.35 | 1.373 | 1.25 | 2.0 |
| M1.8 | 1.8 | 1.421 | 0.35 | 1.573 | 1.45 | 2.3 |
| M2 | 2.0 | 1.567 | 0.40 | 1.740 | 1.60 | 2.6 |
| M2.2 | 2.2 | 1.713 | 0.45 | 1.908 | 1.75 | 2.9 |
| M2.5 | 2.5 | 2.013 | 0.45 | 2.208 | 2.05 | 3.1 |
| M3 | 3.0 | 2.459 | 0.50 | 2.675 | 2.50 | 3.6 |
| M3.5 | 3.5 | 2.850 | 0.60 | 3.110 | 2.90 | 4.2 |
| M4 | 4.0 | 3.242 | 0.70 | 3.545 | 3.30 | 4.8 |
| M4.5 | 4.5 | 3.688 | 0.75 | 4.013 | 3.80 | 5.3 |
| M5 | 5.0 | 4.134 | 0.80 | 4.480 | 4.20 | 5.8 |
| M6 | 6.0 | 4.917 | 1.00 | 5.350 | 5.00 | 7.0 |
| M7 | 7.0 | 5.917 | 1.00 | 6.350 | 6.00 | 8.0 |
| M8 | 8.0 | 6.647 | 1.25 | 7.188 | 6.80 | 10.0 |
| M9 | 9.0 | 7.647 | 1.25 | 8.188 | 7.80 | 11.0 |
| M10 | 10.0 | 8.376 | 1.50 | 9.026 | 8.50 | 12.0 |
| M11 | 11.0 | 9.376 | 1.50 | 10.026 | 9.50 | 13.5 |
| M12 | 12.0 | 10.106 | 1.75 | 10.863 | 10.20 | 15.0 |
| M14 | 14.0 | 11.835 | 2.00 | 12.701 | 12.00 | 17.0 |
| M16 | 16.0 | 13.835 | 2.00 | 14.701 | 14.00 | 19.0 |
| M18 | 18.0 | 15.394 | 2.50 | 16.376 | 15.50 | 22.0 |
| M20 | 20.0 | 17.294 | 2.50 | 18.376 | 17.50 | 24.0 |
| M22 | 22.0 | 19.294 | 2.50 | 20.376 | 19.50 | 26.0 |
| M24 | 24.0 | 20.752 | 3.00 | 22.051 | 21.00 | 28.0 |
| M27 | 27.0 | 23.752 | 3.00 | 25.051 | 24.00 | 33.0 |
| M30 | 30.0 | 26.211 | 3.50 | 27.727 | 26.50 | 35.0 |
| M33 | 33.0 | 29.211 | 3.50 | 30.727 | 29.50 | 38 |
| M36 | 36.0 | 31.670 | 4.00 | 33.402 | 32.00 | 41 |
| M39 | 39.0 | 34.670 | 4.00 | 36.402 | 35.00 | 44 |
| M42 | 42.0 | 37.129 | 4.50 | 39.077 | 37.50 | 47 |
| M45 | 45.0 | 40.129 | 4.50 | 42.077 | 40.50 | 50 |
| M48 | 48.0 | 42.857 | 5.00 | 44.752 | 43.00 | 53 |
| M52 | 52.0 | 46.587 | 5.00 | 48.752 | 47.00 | 57 |
| M56 | 56.0 | 50.046 | 5.50 | 52.428 | 50.50 | 61 |
| M60 | 60.0 | 54.046 | 5.50 | 56.428 | 54.50 | 65 |
| M64 | 64.0 | 57.505 | 6.00 | 60.103 | 58.00 | 69 |
| M68 | 68.0 | 61.505 | 6.00 | 64.103 | 62.00 | 73 |
公制螺纹的逻辑则完全不同。它不再问”一英寸内能容纳多少圈螺纹?”,而是问”紧固件旋转一圈能前进多远?”
- 一个 M10 × 1.5 的螺栓,其大径为 10mm,节距为 1.5mm。
- 如果您将该螺栓精确旋转一整圈,它将前进 1.5mm。
公制体系中也存在细牙节距:例如,M10 × 1.25 或 M10 × 1 常用于振动剧烈的发动机中。
较小的节距值表示在相同长度内螺纹更密集,这与英制 UNF 的逻辑相似。
像 ISO 261 这样的公制标准也以与 UNC 和 UNF 相同的方式列出了优选的节距系列。尽管表格形式不同,但其背后的工程考量是相似的。
为什么节距选择会影响强度和装配
选择不同的节距,究竟会带来哪些影响?以下几点值得您关注。
1. 螺纹的强度如何?
想象一下您正试图从木头中拔出一根钉子。钉子周围的木头越多,拔出它就越费力,对吗?螺纹的道理也是如此。
拉伸强度和应力区指的是螺纹根部还剩下多少有效金属。这部分金属越多,螺纹抵抗拉伸断裂的能力就越强。
在这一点上,细牙螺纹胜出:即使总尺寸相同,具有更小、更密集螺纹(细牙螺纹)的螺杆,其核心部分的金属比具有更大、更深螺纹(粗牙螺纹)的螺杆要多。
可以用以下公式表示:
这意味着细牙螺纹更善于抵抗拉伸力。
2. 需要多少啮合长度才能防止脱扣?
这指的是螺钉需要旋转多少圈才能达到可靠的锁紧力。
以下是需要考虑的因素:
粗牙螺纹的牙根更深,所需的啮合圈数更少。因为粗牙螺纹的牙型更深,每一圈都能获得更强的”咬合力”。因此,与细牙螺纹相比,您无需旋转同样多的圈数就能获得牢固的固定效果。
剪切脱扣和啮合长度:这是指螺纹需要”咬合”在另一个部件内部多深,以防止其因剪切力而脱扣或失效。
3. 组装的难易程度如何?
粗牙螺纹可快速旋入,容错率高,不易受少量沙砾、油漆或轻微不对中的影响。
相比之下,细牙螺纹的装配条件则更为苛刻。
当赛车维修团队在几秒钟内更换轮胎时,他们会使用非常粗的轮毂螺柱;而当机械师在车床上调整压板螺钉时,细牙 UNF 或公制细牙螺纹则是更佳的选择。
4. 抗振性
这指的是螺纹在剧烈晃动或振动下保持紧固的能力。
细牙螺纹的螺旋升角更小,这意味着振动更难使其松动。
如果再配合使用防松螺母(锁紧螺母),细牙螺纹即便在剧烈振动下也能保持出色的紧固性能。
如何测量螺纹?
您无需成为拥有昂贵设备的专家,也能分辨出您正在处理的螺纹类型。即使是初学者,也可以用一些简单且经济的工具获得准确的测量结果。
最简单的方法之一是使用螺纹规。
这是一种类似小折刀的工具,但里面装满了带齿的金属薄片。您只需将每片金属薄片与螺钉或螺栓上的螺纹进行比对。
当您找到能完美嵌入螺纹槽且无间隙的那一片时,您就找到了匹配项。该金属片上会直接印有测量值。
对于更高端的螺纹,例如 API 螺纹或 ACME 螺纹,您可能需要精确的尺寸,尤其是在检查磨损或执行质量控制流程时。
这种精度水平通常需要更先进的工具,如光学比较仪或专用的螺纹千分尺。
对于内部或难以触及的螺纹,使用印模技术(如复制胶泥)可以让您轻松制作出螺纹的精确复制品,从而在外部进行测量。
结论
通过本文的介绍,我们详细阐述了螺纹节距的定义,并提供了关键的识别图表。
螺纹节距是螺纹之间的距离,在世界不同地区有不同的表达方式:英制标准为每英寸螺纹数 (TPI),公制系统则为毫米。
这一个测量值就决定了紧固件的核心特性。
在粗牙螺纹(如 UNC)和细牙螺纹(如 UNF)之间的选择至关重要,应根据您的项目需求来仔细权衡。
- 粗牙螺纹提供无与伦比的装配速度和便利性,能容忍轻微的缺陷,并且需要较短的啮合长度即可固定。
- 细牙螺纹提供卓越的拉伸强度和出色的抗振性,是精密应用和承受高应力场合的必备选择。
- 像 8UN 和 ISO 公制系统这样的专门系列则为特定的工业需求提供了标准化的解决方案。
无论是在生产过程中,还是在螺纹的整个使用寿命中,我们都可以通过不同方法测量螺纹节距——从简单的螺纹规,到高精度的测量设备,再到使用印模材料制作精确的复制品。
正确选择螺纹节距是一项关键的工程决策,而确保螺纹在使用过程中的良好状态,对于整个组件的稳定运行同样至关重要。
常见问题
1. 既然细牙螺纹 (UNF) 在技术上更坚固,为什么我还要选择粗牙螺纹 (UNC)?
您会因为粗牙螺纹的实际优势而选择它。它们的装配速度快得多,不易错扣,能容忍污垢或轻微损坏,并且不需要拧入很深就能获得牢固的抓握力(啮合长度更短)。它们非常适合一般建筑和速度比最大拉伸强度更重要的应用。
2. 对于英制螺纹,TPI 数值越高意味着螺纹越细还是越粗?
TPI 数值越高意味着螺纹越细。例如,一个 1/2-20 螺栓(20 TPI)在一英寸内比一个 1/2-13 螺栓(13 TPI)有更多的螺纹,因此 1/2-20 是更细的螺纹。
3. 公制和英制节距的描述方式主要有何不同?
主要区别在于衡量的方式。英制系统计算在固定距离内(每英寸)有多少圈螺纹。而公制系统则测量一个牙顶到下一个牙顶的距离(以毫米为单位)。
4. 8 牙螺纹 (8UN) 系列通常在什么时候使用?
8UN 系列每英寸有固定的 8 个螺纹,专门用于直径为1 英寸及以上的大型紧固件。这通常是高压和高温工业应用中要求的标准,例如那些受 ASTM 标准管辖的应用。
5. 如果我需要测量无法看到或用量规接触到的内螺纹,该怎么办?
对于难以触及的内螺纹,最佳解决方案是使用印模材料(如复制胶泥)。这种材料可以制作出内螺纹完美、坚固的复制品,您之后便可以轻松地将其取出,并使用卡尺或螺纹规在外部进行测量。


