






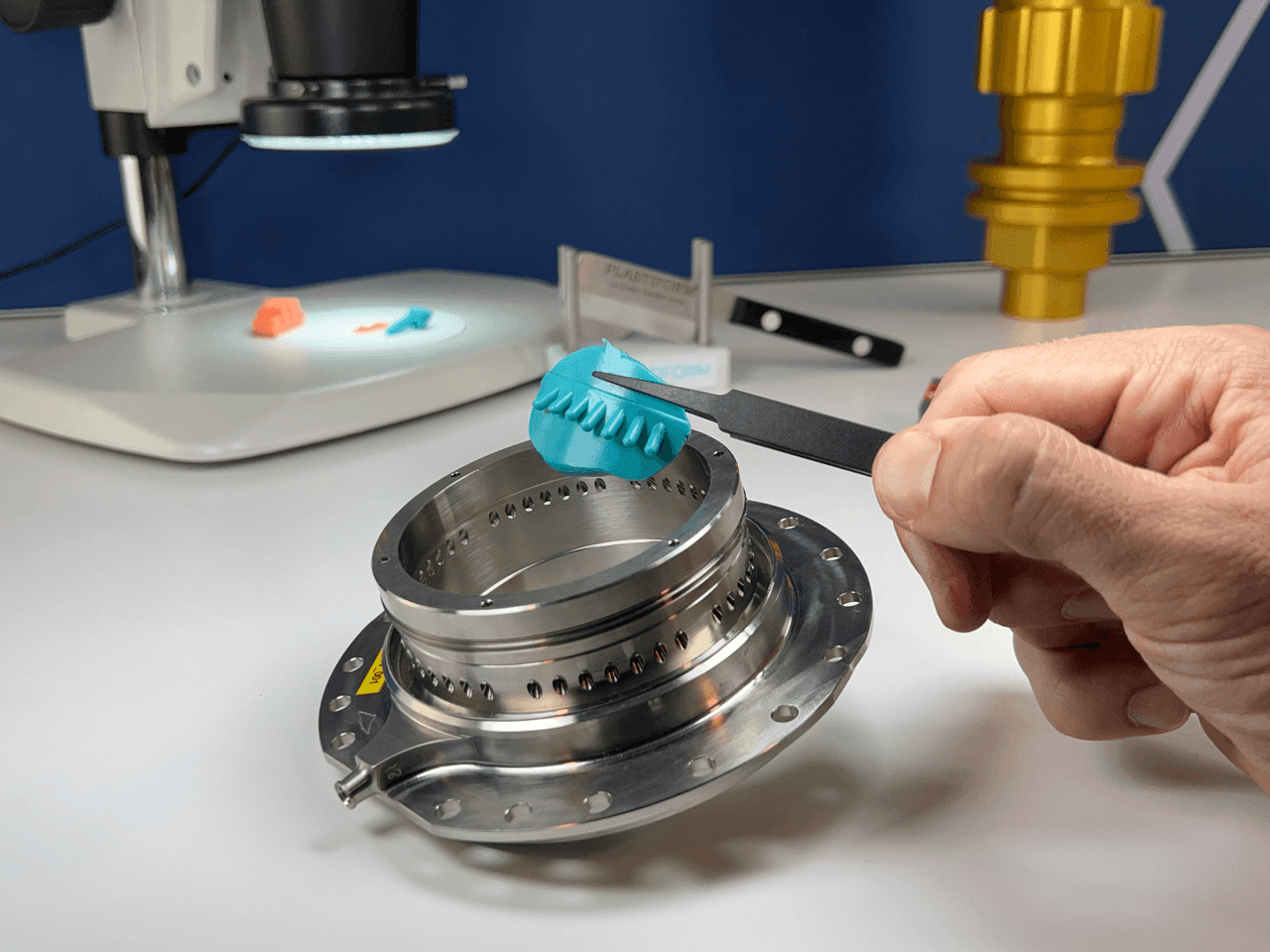
"Plastiform 的产品,让我们能够对飞机零部件进行高质量的无损检测,进而为我们的客户节省了宝贵的时间和生产成本."
P.S. @Liebherr Aerospace智能部件控制解决方案:更经济,更快速,更精确。
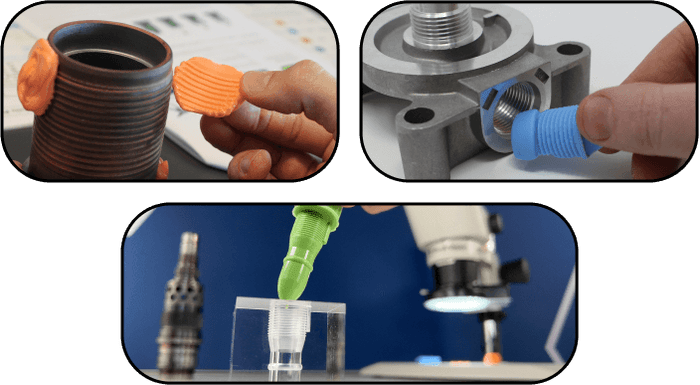
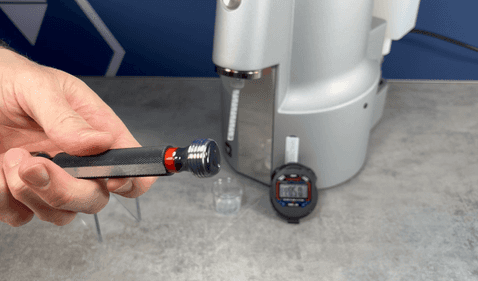
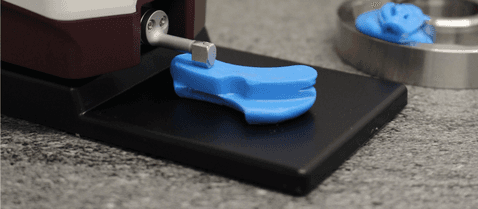
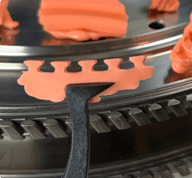
使用 Plastiform,即便是棘手的零部件,也能在10分钟内完成检测,成本低于5美元,且无需损坏原件!
全球顶尖品牌信赖之选
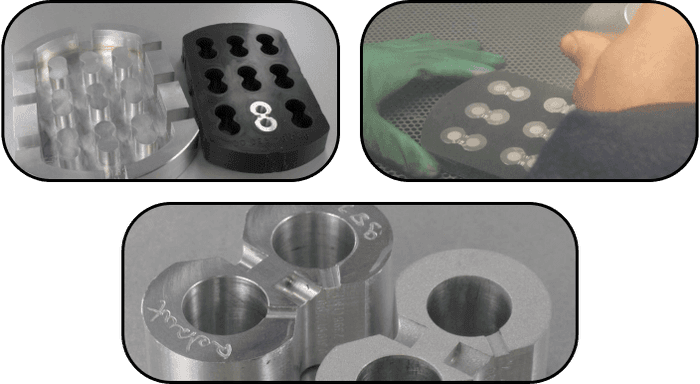
破坏性检测量最高可降低98%
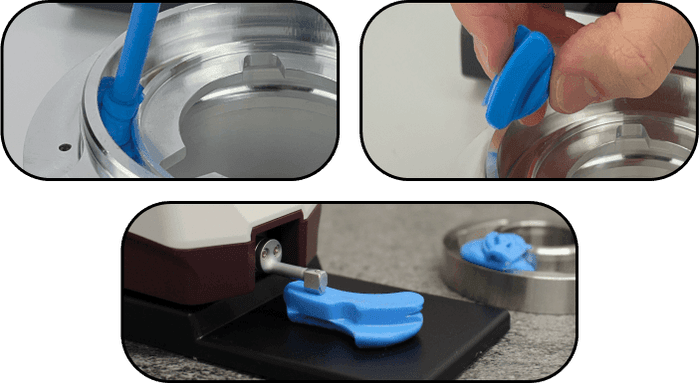
轻松测量,攻克“不可测”难题。
精密3D复制技术,赋能质量控制
告别破坏性检测,实现零部件全生命周期的交付保障与维护支持。
可以使用Plastiform 产品随时检测零部件尺寸或表面粗糙度。
- 生产环节系统化检测
- 收货环节系统化检测
- 定期进行磨损评估
- 无需拆卸,仅需测量其压痕。
找到适合您的 Plastiform


口碑胜于雄辩。
每天都有成千上万人使用Plastiform产品。
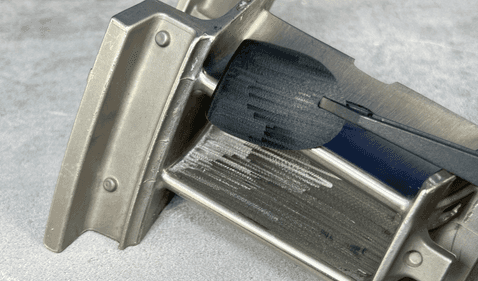
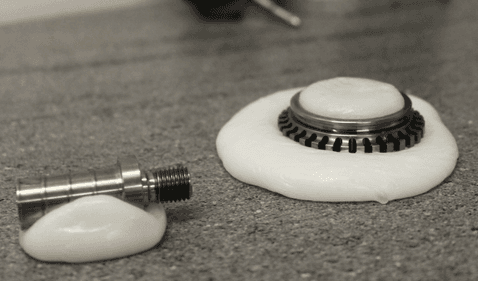
"我们对订购的套装非常满意。使用Plastiform产品制作的复制件让我们可以更直观的检查内部螺纹,这对我们的质检团队来说帮助很大。"
S.R. @Enervenue"Plastiform产品效果很好,能帮助我们轻松获取注塑件和工装上难以触及区域的细节状况。同时其种类繁多的产品也是其他竞争对手所不具备的。不同的粘度和硬度等级选择,为我们的工作提供了极大的灵活性。"
A.E. @Stone Plastics获取 Plastiform 最新行业洞见

如何测量盲孔的内部尺寸?
盲孔是指具有封闭底部的孔,它与两端开口的通孔相反。封闭端阻碍了大多数标准检测工具到达需要测量的位置,这使得盲孔难以检测。 标准量具在其前端有一个”盲区”(通常称为导向段),这使得它们无法用于检查靠近盲孔底部的几何形状。 这在精密制造中引发了实际问题。 半导体、航空航天和汽车制造厂都需要准确的盲孔测量。想想液压歧管和螺纹嵌件。如果您无法验证底部的直径,该部件可能会在压力下失效。 从这些受限空间获取准确数据需要特定的工具策略。 这属于工业计量学的更广泛范畴,但盲孔呈现出独特的物理障碍,需要专门的解决方案。您不仅在与公差抗争,还在与访问限制和碎屑堆积抗争。 在这篇文章中,我将分享测量盲孔最有效的方法,从气动量具到先进的 Plastiform 复制胶泥复制。我们将研究如何克服底部间隙问题并确保您的测量具有可重复性。 以下是它的工作原理。 什么是盲孔? 盲孔是指钻削到特定深度而未完全穿透工件的加工孔。与通孔不同,它具有封闭的底部,这给尺寸控制带来了挑战。 虽然这种区别看似简单,但它极大地改变了测量策略。 在标准通孔中,您可以从两侧进入,碎屑也很容易排出。然而在盲孔中,您是在对着一面实心墙工作,它会困住切屑和冷却液,同时限制了您的测量探头可以移动的距离。 这是一个盲孔示例: 为什么盲孔测量具有挑战性? 在精密制造中,您会经常遇到这些特征,特别是在螺纹嵌件、定位销位置和轴承座等应用中。 由于切削底部的刀具压力会发生变化,这些孔因几何误差而臭名昭著。 仅仅检查顶部的直径是不够的,您通常必须验证圆度、锥度和实际深度,以确保液压阀等组件与其配合部件完美契合,而不会提前触底。 大多数机械加工过程会在末端留下轻微的桶形或锥形,而标准量具通常在检测到这些几何误差之前就已经”触底”了。 您无法从”另一侧”进入该特征,因为它没有另一侧。这种物理约束会困住空气,限制冷却液流动,并使插入测量探头变得更加困难。 传统盲孔量具方法 使用传统工具测量盲孔就像在漆黑的车库里停车。你看不到后墙,所以你必须信任你的传感器。 标准工具在这里经常失效,因为它们根本无法触及靠近底部的几何偏差。 为了解决这个问题,传统计量学依赖三类主要工具:改进型内径量表、气动量具和分瓣式球头探头。 如何选择合适的盲孔量具 为盲孔选择正确的量具比看起来要复杂。您不能简单地从架子上拿一个标准的内径量规。 为了获得可靠的数据,您必须评估名义直径、工件公差,特别是孔深。 正确的选择完全取决于您的工件几何形状。 如果您需要保持 ±0.001 mm 的精度,气动量具通常更优越,因为它具有非接触性质,并且能够将喷嘴放置在非常靠近底部的位置。 对于较大孔的一般尺寸测量,内径量表是您的主力。但您需要确保探头与显示装置的传输比匹配(通常为 1:1 或 1:2.5)。 如果这些不匹配,您的测量结果就不只是略微偏差,而是在数学上就是错误的。 测量程序与校准 获得准确的数据不仅仅在于拥有昂贵的量具,更在于技术。 在接触量具之前,请彻底清洁孔。如果您的盲孔充满了机油或切屑,探头接触点就无法平齐贴合。 使用专业的计量清洁用品清洁量具和孔。 对于校准,请使用设置环(或标准环)。将探头插入环中,并调整显示以匹配环上标注的尺寸。 警惕体温,将环握在手中会导致热膨胀。 进行测量时,轻轻地在孔内前后摆动(”摇晃”)手柄,以找到反转点。该最小值代表垂直于轴线的真实直径。 间接盲孔测量 有时,传统的手持工具会遇到瓶颈。 无论是因为盲孔太深、直径太小,还是底部的特征太复杂,您可能会发现标准量具无法提供可靠的读数。 在这种情况下,… <a href="https://www.plastiform.info/zh/blog/zhiliangbaozheng/ru-he-ce-liang-mang-kong-de-nei-bu-chi-cun/" class="read-more">Read More</a>
阅读文章

放射线检测 – 操作指南
放射线检测是一种无损检测方法,它利用电离辐射在不损坏组件的情况下揭示其内部结构。 通过让X射线或伽马射线穿过材料,你可以捕获表面之下内容的图像。 肉眼完全看不见的内部缺陷(如裂纹或空洞)会在生成的放射线图像上变得清晰可见。 想象一个大型钢铸件,表面看起来非常完美。表面光洁,尺寸精度在±0.1 mm的公差范围内,视觉上似乎毫无瑕疵。然而,它在负载下发生了灾难性的失效。 没有什么比一个外表看起来完好无损但内部隐藏着致命缺陷的部件更令人困惑或危险的了。你只能盯着破碎的零件,思考哪里出了问题。 实际上,最危险的缺陷往往隐藏在表面深处,那是你的卡尺和量具根本无法触及的地方。 为了真正验证结构完整性,你需要一种透视固体材料的方法,就像医生观察断骨一样。 这就是放射线检测的核心目的。它依赖于辐射穿过物质,但根据材料的密度和厚度而产生不同吸收率的原理。 这篇文章涵盖了放射线检测程序的完整指南。它解释了为什么这种方法是焊接质量控制和铸造检查的行业标准。 我们还将比较两种不同的辐射源(X射线发生器和伽马射线同位素),以便你了解哪种特定源适合你的具体应用需求。 以下是你需要了解的内容。 胶片放射线照相技术 如果你曾骨折过,并看过灯箱上那张幽灵般的黑白片子,你就已经见过胶片放射线照相的应用了。 虽然工业界正迅速向数字传感器转型,但严格意义上的模拟胶片仍是无损检测中最古老且最成熟的图像采集技术。 它能存在这么久是有原因的:它工作可靠,并能提供审计员喜爱的实体的永久记录。 但要获得清晰的图像非常复杂。这不仅仅是”对准并拍摄”。 你本质上是在用辐射”绘画”,使用放射线胶片来捕捉一个潜影,即胶片上不可见的化学变化,只有在处理后才会显现。 该概念依赖于差分吸收。当你向焊缝放射辐射时,固体部分比带有裂纹或空洞的部分吸收更多的能量。 通过的辐射会击中胶片乳剂中的卤化银晶体。接收到更多辐射的区域(如空洞)在显影后会变暗,而密度较大的区域则显得较亮。解读这些不同的密度就是你发现缺陷的方法。 胶片选择与处理 你不能在工业零件上随心所欲地使用胶片。胶片根据感光速度和颗粒大小按照 ISO 11699-1 等系统进行分类。以下是你需要平衡的取舍: 为了保护这些敏感介质,你必须将胶片装入避光夹或卡盒中。这通常在暗室或换片袋中完成。 任何意外暴露在可见光下的行为都会使胶片起雾,从而破坏你的检测数据。 使用 IQI 验证质量 如何证明你的曝光灵敏度足以看清发丝般的裂纹?你会使用图像质量指示器 (IQI),通常被称为透度计。 这是一个小型装置(通常是带有孔的薄片或一系列金属丝),在曝光期间放置在零件靠近辐射源的一侧。 查看显影后的胶片时,你必须能够看到 IQI 上对应于所需灵敏度(通常为材料厚度的 2%)的特定金属丝或孔。 如果在放射线图像上看不到 IQI,无论焊缝看起来好坏,检测都是无效的。这是你的校准证明。 暗室处理要求 产生潜影只是成功的一半。然后,你必须通过化学处理使其可见。这通常发生在严格控制的暗室环境或自动处理器中。 该过程遵循严格的顺序:… <a href="https://www.plastiform.info/zh/blog/zhiliangbaozheng/fu-she-jian-ce-cao-zuo-zhi-nan/" class="read-more">Read More</a>
阅读文章

目视检测 – 是什么?如何实施?
目视检测 (VT)(亦称视觉检测)是指利用肉眼,并通常辅以光学仪器对材料表面和工件进行检查,以此在不损坏组件的情况下识别不连续性。 它是当今机械工程领域中最基础的无损检测方法。 我过去常把目视检测当作事后才考虑的工作。对我来说,“检测”意味着使用卡尺或粗糙度测试仪之类的仪器。我曾认为仅凭肉眼观察零件过于主观,没什么用处。 目视检测是质量控制的第一道防线。 如果执行得当,它可以检测出绝大多数表面缺陷迹象,包括点蚀、腐蚀、接头错位以及异物污染。 在石油和天然气、航空航天以及结构工程等严苛领域,正确执行的目视检测通常是识别缺陷最经济高效的方式。 因为如果问题一眼就能看出来,就不必再做一整套测试,对吧? 在这篇文章中,我将分享如何确切地实施一套结构化的目视检测程序。 我们将涵盖直接观察和远程观察的基础知识、所需的设备(从简单的镜子到数字显微镜),以及满足国际标准所需的程序。我们还将讨论如何记录您的发现,使其具备可追溯性并符合审核要求。 让我们近距离了解一下这种出色的检测策略! 什么是目视检测? 目视检测 (VT) 是一种无损检测方法,通过直接观察或借助光学仪器检查材料表面和组件,以此在不损伤零件的情况下探测表面不连续性、裂纹、腐蚀和缺陷。它是制造业、航空航天及油气行业质量控制和无损检测项目中的主要筛查手段。 在质量保证领域,我们将 VT 归类为无损检测方法 (NDT),因为该过程不会改变、施压或损坏被检查的零件。 它被认为是检测项目中的第一道防线。 在动用复杂的射线或超声波设备之前,您只需观察零件即可发现明显的问题。 虽然听起来很简单,但目视检测是一个严谨的过程,能够检测出广泛的瑕疵。 专业的检测员可以识别出表面不连续性(如裂纹或气孔)、尺寸偏差以及结构异常。 它也是在生产后期引发问题之前,捕捉涂层缺陷和装配错误的主要方法。 直接目视检测 直接目视检测发生在检测员可以将眼睛置于测试表面的特定距离内时。 大多数标准,如 ASME 第 V 卷,要求眼睛距离表面在 24 英寸 (600 mm) 以内,且观察角度不小于 30 度。这确保您足够接近,能真实看到缺陷而非远距离猜测。 为了有效执行此操作,您需要充足的照明。 行业标准通常要求最小光照强度为 1000 勒克斯(大致相当于光线充足的办公室或专业的检测室)。 虽然“裸眼”是主要工具,但检测员经常使用放大镜 (2x–10x)、检测镜和焊接规来验证表面处理和最终装配尺寸。… <a href="https://www.plastiform.info/zh/blog/zhiliangbaozheng/mu-shi-jian-ce-shi-shen-me-ru-he-shi-shi/" class="read-more">Read More</a>
阅读文章
浏览博客