
Last updated:
El paso de rosca se define como la distancia que media entre dos filetes consecutivos en un elemento de fijación. Se mide en hilos por pulgada (TPI) en el sistema imperial, o como la distancia en milímetros entre filetes en el sistema métrico.
En este artículo, exploraremos en detalle qué es el paso de rosca, cómo medirlo y su importancia crítica en la maquinaria de precisión.
Además, encontrará tablas de referencia de las roscas más comunes, lo que le permitirá localizar rápidamente las especificaciones que necesita.
Tabla de contenidos
¿Qué es el paso de rosca? Definición
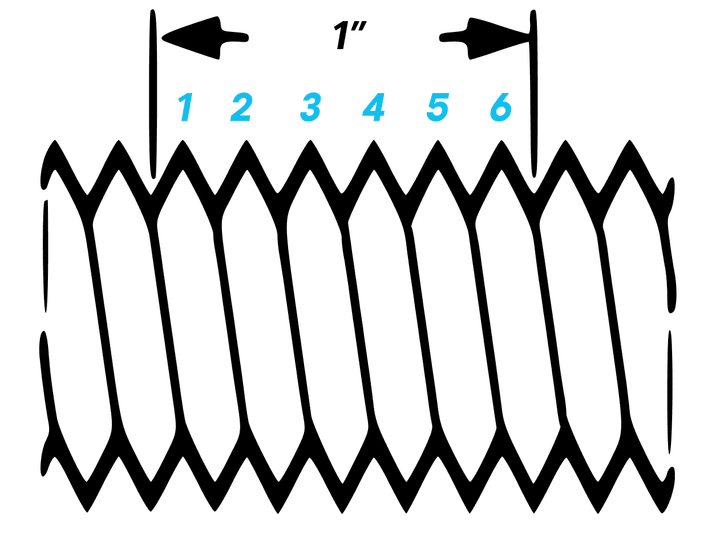
En el sistema imperial (utilizado principalmente en Norteamérica), el paso de rosca se expresa en hilos por pulgada (TPI).
Un pe o con la designación «1/2-13» tiene 13 hilos por cada pulgada de longitud.
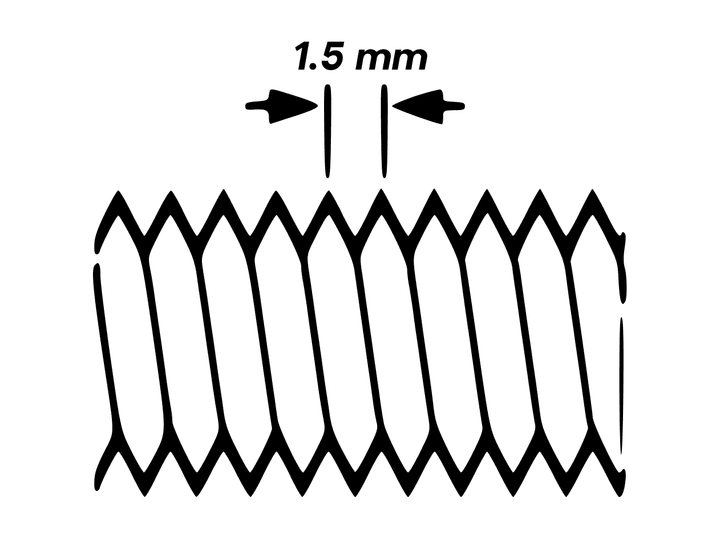
En el sistema métrico, el paso corresponde a la distancia en milímetros entre las crestas de los filetes.
Un pe o M10 × 1,5 tiene los filetes espaciados 1,5 mm entre sí.
Para las roscas métricas, cuanto menor es este número, más fina es la rosca; cuanto mayor es, más gruesa es la rosca.
Una rosca de paso grueso tiene menos filetes en una longitud determinada, mientras que una rosca fina tiene más.
Esta característica, aparentemente sencilla, influye directamente en su fuerza de apriete, su facilidad de montaje y su capacidad para resistir las vibraciones.
El paso de rosca tiene un impacto directo en:
- La resistencia: Las roscas finas tienen una mayor área de resistencia a la tracción, lo que aumenta su solidez.
- La velocidad de montaje: Al ser menos propensas al gripado o al trasroscado, las roscas de paso grueso son ideales para un montaje rápido.
- La resistencia a las vibraciones: Las roscas finas ofrecen una mejor sujeción frente a las vibraciones, mientras que las de paso grueso toleran mejor la suciedad y los daños superficiales.
- El espesor del material: Las roscas de paso grueso requieren una menor longitud de acoplamiento, mientras que las finas exigen un acoplamiento más profundo para evitar el desgarre de los filetes.
Los fundamentos de la rosca: Paso, TPI y Diámetro
Al examinar una varilla roscada, dos dimensiones clave saltan a la vista:
- El diámetro exterior: la distancia de cresta a cresta de la rosca.
- La distancia entre crestas adyacentes. Esta medida recibe dos nombres comunes:
- Hilos por pulgada (TPI) en el sistema imperial.
- Paso de rosca (en milímetros) en el sistema métrico.
Ambos valores describen la misma geometría, pero desde ángulos diferentes.
Matemáticamente, puede convertirlos con la siguiente fórmula:
Y esto se debe a que:
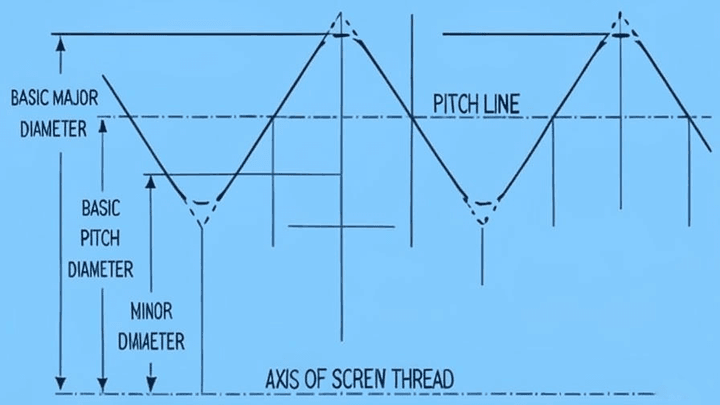
Una tercera dimensión esencial es el diámetro del núcleo (la distancia de fondo a fondo de filete), ya que define la cantidad de material que soporta realmente la carga.
Las tablas de normalización suelen indicar un valor derivado llamado área de resistencia a la tracción, denotada como:
Los ingenieros la integran en fórmulas sencillas de tensión axial, como:
Donde F es la fuerza de tracción aplicada.
Tenga presentes estas tres características: diámetro exterior, paso/TPI y área de resistencia a la tracción.
En esencia, cada tabla que consulte es una forma organizada de presentar estos tres parámetros.
A continuación, un esquema para ilustrarlo:
Las diferentes series de roscas: Tipos y Características
Las series de roscas son combinaciones estandarizadas de diámetro y paso, cada una con propiedades únicas adaptadas a aplicaciones específicas.
Estas series, definidas por una combinación de diámetro y paso (o TPI), se presentan en diversas variantes: de paso grueso, de paso fino, de 8 hilos y métricas.
Comprender estas series es fundamental para seleccionar el elemento de fijación adecuado y evitar así problemas como el gripado o el desgarre de los filetes.
Serie de roscas de paso grueso (UNC/UNRC)
La rosca unificada de paso grueso (UNC) es el diseño de roscado más extendido en Norteamérica.
Es conocida por su robustez y su facilidad de montaje.
Algunas de sus características:
- Ideal para pernos y tuercas de uso general.
- Menos hilos por pulgada.
- Montaje rápido gracias a una hélice más abierta.
- Menor riesgo de gripado o trasroscado.
La desventaja a tener en cuenta es un área de resistencia a la tracción ligeramente inferior a la de una rosca fina del mismo diámetro.
Tabla de referencia:
| Serie de roscas de paso grueso – UNC | |||
|---|---|---|---|
| Tamaño nominal e hilos por pulgada | Diámetro de flanco (pulgadas) | Área del núcleo (pulgadas²) | Área de resistencia a la tracción (pulgadas²) |
| 3⁄8 – 16 | 0.3344 | 0.0678 | 0.0775 |
| 7⁄16 – 14 | 0.3911 | 0.0933 | 0.1063 |
| 1⁄2 – 13 | 0.4500 | 0.1257 | 0.1419 |
| 9⁄16 – 12 | 0.5084 | 0.162 | 0.182 |
| 5⁄8 – 11 | 0.5660 | 0.202 | 0.226 |
| 3⁄4 – 10 | 0.6850 | 0.302 | 0.334 |
| 7⁄8 – 9 | 0.8028 | 0.419 | 0.462 |
| 1 – 8 | 0.9188 | 0.551 | 0.606 |
| 1¹⁄8 – 7 | 1.0322 | 0.693 | 0.763 |
| 1¹⁄4 – 7 | 1.1572 | 0.890 | 0.969 |
| 1³⁄8 – 6 | 1.2667 | 1.054 | 1.155 |
| 1¹⁄2 – 6 | 1.3917 | 1.294 | 1.405 |
| 1³⁄4 – 5 | 1.6201 | 1.74 | 1.90 |
| 2 – 4¹⁄2 | 1.8557 | 2.30 | 2.50 |
| 2¹⁄4 – 4¹⁄2 | 2.1057 | 3.02 | 3.25 |
| 2¹⁄2 – 4 | 2.3376 | 3.72 | 4.00 |
| 2³⁄4 – 4 | 2.5876 | 4.62 | 4.93 |
| 3 – 4 | 2.8376 | 5.62 | 5.97 |
| 3¹⁄4 – 4 | 3.0876 | 6.72 | 7.10 |
| 3¹⁄2 – 4 | 3.3376 | 7.92 | 8.33 |
| 3³⁄4 – 4 | 3.5876 | 9.21 | 9.66 |
| 4 – 4 | 3.8376 | 10.61 | 11.08 |
Serie de roscas de paso fino (UNF/UNRF)
Al adentra os en el terreno de la precisión, la serie Unified National Fine sacrifica la velocidad de montaje en favor de una mayor resistencia y una fiabilidad superior frente a las vibraciones.
Estas roscas se emplean a menudo en aplicaciones que exigen ajustes de alta precisión.
Ofrecen una excelente resistencia a la tracción gracias a una mayor área resistente. Sin embargo, las roscas muy finas requieren una mayor longitud de acoplamiento en la tuerca que las de paso grueso. Este acoplamiento aumentado es necesario para evitar el riesgo de desgarre de los filetes bajo carga.
Tabla de referencia:
| Serie de roscas de paso fino – UNF | |||
|---|---|---|---|
| Tamaño nominal e hilos por pulgada | Diámetro de flanco (pulgadas) | Área del núcleo (pulgadas²) | Área de resistencia a la tracción (pulgadas²) |
| 3⁄8 – 24 | 0.3479 | 0.0809 | 0.0878 |
| 7⁄16 – 20 | 0.4050 | 0.1090 | 0.1187 |
| 1⁄2 – 20 | 0.4675 | 0.1486 | 0.1599 |
| 9⁄16 – 18 | 0.5264 | 0.189 | 0.203 |
| 5⁄8 – 18 | 0.5889 | 0.240 | 0.256 |
| 3⁄4 – 16 | 0.7094 | 0.351 | 0.373 |
| 7⁄8 – 14 | 0.8286 | 0.480 | 0.509 |
| 1 – 12 | 0.9459 | 0.625 | 0.663 |
| 1¹⁄8 – 12 | 1.0709 | 0.812 | 0.856 |
| 1¹⁄4 – 12 | 1.1959 | 1.024 | 1.073 |
| 1³⁄8 – 12 | 1.3209 | 1.260 | 1.315 |
| 1¹⁄2 – 12 | 1.4459 | 1.521 | 1.581 |
Serie de 8 hilos – 8UN
Para pe os de un diámetro de una pulgada o más, los ingenieros suelen adoptar un paso constante de 8 TPI, independientemente del diámetro.
Este estándar es un requisito de varias normas industriales importantes, como ASTM A193 B7, A193 B8/B8M y A320. Este tipo de rosca se encuentra únicamente en diámetros a partir de una pulgada.
Este paso estándar simplifica el diseño y la fabricación de elementos de fijación de gran tamaño utilizados en aplicaciones de alta presión o alta temperatura. Garantiza una conexión fiable y robusta para diferentes tamaños, manteniendo un paso de rosca único.
| Serie de 8 hilos – 8UN | |||
|---|---|---|---|
| Tamaño nominal e hilos por pulgada | Diámetro de flanco (pulgadas) | Área del núcleo (pulgadas²) | Área de resistencia a la tracción (pulgadas²) |
| 1 – 8 | 0.9188 | 0.551 | 0.606 |
| 1¹⁄8 – 8 | 1.0438 | 0.728 | 0.790 |
| 1¹⁄4 – 8 | 1.1688 | 0.929 | 1.000 |
| 1³⁄8 – 8 | 1.2938 | 1.155 | 1.233 |
| 1¹⁄2 – 8 | 1.4188 | 1.405 | 1.492 |
| 1⁵⁄8 – 8 | 1.5438 | 1.68 | 1.78 |
| 1³⁄4 – 8 | 1.6688 | 1.98 | 2.08 |
| 1⁷⁄8 – 8 | 1.7938 | 2.30 | 2.41 |
| 2 – 8 | 1.9188 | 2.65 | 2.77 |
| 2¹⁄4 – 8 | 2.1688 | 3.42 | 3.56 |
| 2¹⁄2 – 8 | 2.4188 | 4.29 | 4.44 |
| 2³⁄4 – 8 | 2.6688 | 5.26 | 5.43 |
| 3 – 8 | 2.9188 | 6.32 | 6.51 |
| 3¹⁄4 – 8 | 3.1688 | 7.49 | 7.69 |
| 3¹⁄2 – 8 | 3.4188 | 8.75 | 8.96 |
| 3³⁄4 – 8 | 3.6688 | 10.11 | 10.34 |
| 4 – 8 | 3.9188 | 11.57 | 11.81 |
Serie de roscas métricas (Paso Grueso ISO)
La serie de roscas métricas es la norma inte acional para el roscado y se utiliza en casi todo el mundo fuera de Norteamérica.
Está diseñada para asegurar una intercambiabilidad global y garantizar la coherencia entre industrias y países.
Algunas de sus características:
- Se utiliza para pe os, tuercas y fijaciones de uso general en sectores como las máquinas herramienta, la automoción y la construcción a escala mundial.
- Paso medido en milímetros: un paso mayor (para la serie de paso grueso) corresponde a menos filetes en una longitud determinada.
- Montaje rápido gracias a un diseño normalizado y un paso más grande. Menos propenso a daños, especialmente en la fabricación en serie.
A diferencia de los sistemas basados en la pulgada que hemos visto, aquí todas las medidas se expresan en unidades métricas (mm y mm²).
La siguiente tabla resume los valores clave:
| Especificaciones de la serie de roscas métricas | ||||||
|---|---|---|---|---|---|---|
| Tamaño de la rosca | Diámetro exterior (mm) | Diámetro del núcleo (mm) | Paso de rosca (mm) | Diámetro de flanco (mm) | Diámetro de la broca de roscado (mm) | Diámetro del agujero pasante (mm) |
| M1 | 1.0 | 0.729 | 0.25 | 0.838 | 0.75 | 1.3 |
| M1.1 | 1.1 | 0.829 | 0.25 | 0.938 | 0.85 | 1.4 |
| M1.2 | 1.2 | 0.929 | 0.25 | 1.038 | 0.95 | 1.5 |
| M1.4 | 1.4 | 1.075 | 0.30 | 1.205 | 1.10 | 1.8 |
| M1.6 | 1.6 | 1.221 | 0.35 | 1.373 | 1.25 | 2.0 |
| M1.8 | 1.8 | 1.421 | 0.35 | 1.573 | 1.45 | 2.3 |
| M2 | 2.0 | 1.567 | 0.40 | 1.740 | 1.60 | 2.6 |
| M2.2 | 2.2 | 1.713 | 0.45 | 1.908 | 1.75 | 2.9 |
| M2.5 | 2.5 | 2.013 | 0.45 | 2.208 | 2.05 | 3.1 |
| M3 | 3.0 | 2.459 | 0.50 | 2.675 | 2.50 | 3.6 |
| M3.5 | 3.5 | 2.850 | 0.60 | 3.110 | 2.90 | 4.2 |
| M4 | 4.0 | 3.242 | 0.70 | 3.545 | 3.30 | 4.8 |
| M4.5 | 4.5 | 3.688 | 0.75 | 4.013 | 3.80 | 5.3 |
| M5 | 5.0 | 4.134 | 0.80 | 4.480 | 4.20 | 5.8 |
| M6 | 6.0 | 4.917 | 1.00 | 5.350 | 5.00 | 7.0 |
| M7 | 7.0 | 5.917 | 1.00 | 6.350 | 6.00 | 8.0 |
| M8 | 8.0 | 6.647 | 1.25 | 7.188 | 6.80 | 10.0 |
| M9 | 9.0 | 7.647 | 1.25 | 8.188 | 7.80 | 11.0 |
| M10 | 10.0 | 8.376 | 1.50 | 9.026 | 8.50 | 12.0 |
| M11 | 11.0 | 9.376 | 1.50 | 10.026 | 9.50 | 13.5 |
| M12 | 12.0 | 10.106 | 1.75 | 10.863 | 10.20 | 15.0 |
| M14 | 14.0 | 11.835 | 2.00 | 12.701 | 12.00 | 17.0 |
| M16 | 16.0 | 13.835 | 2.00 | 14.701 | 14.00 | 19.0 |
| M18 | 18.0 | 15.394 | 2.50 | 16.376 | 15.50 | 22.0 |
| M20 | 20.0 | 17.294 | 2.50 | 18.376 | 17.50 | 24.0 |
| M22 | 22.0 | 19.294 | 2.50 | 20.376 | 19.50 | 26.0 |
| M24 | 24.0 | 20.752 | 3.00 | 22.051 | 21.00 | 28.0 |
| M27 | 27.0 | 23.752 | 3.00 | 25.051 | 24.00 | 33.0 |
| M30 | 30.0 | 26.211 | 3.50 | 27.727 | 26.50 | 35.0 |
| M33 | 33.0 | 29.211 | 3.50 | 30.727 | 29.50 | 38 |
| M36 | 36.0 | 31.670 | 4.00 | 33.402 | 32.00 | 41 |
| M39 | 39.0 | 34.670 | 4.00 | 36.402 | 35.00 | 44 |
| M42 | 42.0 | 37.129 | 4.50 | 39.077 | 37.50 | 47 |
| M45 | 45.0 | 40.129 | 4.50 | 42.077 | 40.50 | 50 |
| M48 | 48.0 | 42.857 | 5.00 | 44.752 | 43.00 | 53 |
| M52 | 52.0 | 46.587 | 5.00 | 48.752 | 47.00 | 57 |
| M56 | 56.0 | 50.046 | 5.50 | 52.428 | 50.50 | 61 |
| M60 | 60.0 | 54.046 | 5.50 | 56.428 | 54.50 | 65 |
| M64 | 64.0 | 57.505 | 6.00 | 60.103 | 58.00 | 69 |
| M68 | 68.0 | 61.505 | 6.00 | 64.103 | 62.00 | 73 |
Las roscas métricas invierten el enfoque: en lugar de preguntarse “cuántos hilos por pulgada?”, la pregunta es “cuánto avanza el to illo en una rotación completa?”.
- Un pe o M10 × 1,5 tiene un diámetro exterior de 10 mm y un paso de 1,5 mm.
- Al girar este pe o una vuelta completa, avanzará 1,5 mm.
Los pasos finos también existen en el sistema métrico: por ejemplo, las roscas M10 × 1,25 o M10 × 1 se utilizan en motores sometidos a intensas vibraciones.
Un paso más pequeño (p. ej., 1,0 mm frente a 1,25 mm) corresponde a una rosca más fina, y por tanto, a un mayor número de filetes en la misma longitud. La lógica es similar a la del sistema imperial UNF.
Las normas métricas, como la ISO 261, enumeran series de pasos preferentes, al igual que las normas UNC y UNF. Aunque las tablas parezcan diferentes, las consideraciones técnicas de fondo son similares.
Cómo afecta la elección del paso a la resistencia y el montaje
La elección del paso de rosca se basa en varios factores clave.
1. Cuál es la resistencia mecánica de la rosca?
Piensa en lo que ocurre cuando intentas arrancar un clavo de la madera. Cuanta más materia rodee el clavo, más difícil será extraerlo. El principio es el mismo para las roscas.
El área de resistencia a la tracción corresponde a la cantidad de material que queda en el núcleo de la rosca. Cuanto mayor sea esta área, más resistente será la rosca a la rotura por tracción.
Las roscas finas ganan en este punto: para un mismo diámetro nominal, las roscas con valles más pequeños y numerosos (roscas finas) tienen más material en su núcleo que las roscas con valles más grandes y profundos (paso grueso).
Matemáticamente, esto se traduce en:
Esto significa que las roscas finas resisten mejor el esfuerzo de tracción.
2. ¿Qué longitud de acoplamiento para evitar el desgarre?
La longitud de acoplamiento se refiere al número de filetes que deben estar en contacto para garantizar una sujeción sólida.
Esto es lo que hay que tener en cuenta:
Las roscas de paso grueso tienen filetes más profundos, por lo que necesitan una menor longitud de acoplamiento. Cada vuelta ofrece un “anclaje” más profundo, por lo que se necesitan menos vueltas para obtener una sujeción sólida en comparación con una rosca fina.
Fallo por cizalladura y longitud de acoplamiento: Se trata de la longitud en la que la rosca debe estar engranada dentro de otra pieza para evitar que los filetes se desgarren o cizallen bajo el efecto de una carga.
3. ¿Cuál es la facilidad de montaje?
Las roscas de paso grueso se montan rápidamente y toleran la presencia de suciedad, pintura o una ligera desalineación.
Las roscas finas, por su parte, exigen un montaje más cuidadoso.
Cuando una escudería de carreras cambia los neumáticos en segundos, utiliza espárragos de rueda de paso muy grueso. Cuando un mecánico de precisión ajusta los to illos de reglaje en un to o, una rosca fina (UNF o métrica fina) es la elección más acertada.
4. ¿Cuál es la resistencia a las vibraciones?
Se trata de la capacidad de una rosca para permanecer apretada ante fuertes sacudidas o vibraciones.
Los flancos de los filetes finos están menos inclinados que los de los pasos gruesos. Por lo tanto, es más difícil que las vibraciones aflojen el ensamblaje.
En combinación con una tuerca autoblocante (que resiste la rotación), las roscas finas son increíblemente eficaces para mantener el apriete, incluso en presencia de fuertes vibraciones.
¿Cómo medir una rosca?
No es necesario ser un experto ni disponer de equipos costosos para identificar una rosca. Incluso un principiante puede obtener las medidas correctas con herramientas sencillas y asequibles.
Uno de los métodos más sencillos consiste en utilizar un peine para roscas o galga.
Esta herramienta, parecida a una navaja suiza, está compuesta por varias láminas metálicas dentadas. Basta con probar cada lámina contra los filetes de un to illo o pe o.
Cuando encuentre la que se ajusta perfectamente en los valles de la rosca sin holgura, habrá encontrado el paso correcto. El valor está grabado directamente en la lámina.
Para roscas más específicas, como las roscas API o ACME, pueden ser necesarias medidas exactas, especialmente para verificar el desgaste o como parte de un proceso de control de calidad.
Este nivel de precisión suele exigir herramientas avanzadas como comparadores ópticos o micrómetros diseñados específicamente para roscas.
Para roscas internas o de difícil acceso, una tecnología de toma de impresiones como Plastiform le permite medir fácilmente el perfil de la rosca creando una réplica externa.
Conclusión
En este artículo, hemos definido el paso de rosca y presentado las tablas de referencia esenciales para identificar las diferentes series.
El paso de rosca es la distancia entre los filetes, expresada de forma diferente según la norma: en hilos por pulgada (TPI) para el sistema imperial y en milímetros para el sistema métrico.
Esta única medida determina las características fundamentales de un elemento de fijación.
La elección entre una rosca de paso grueso (tipo UNC) y una de paso fino (tipo UNF) es una decisión crucial que depende de los requisitos de su proyecto.
- Las roscas de paso grueso ofrecen una velocidad y facilidad de montaje inigualables, toleran imperfecciones menores y requieren menos giros para su apriete.
- Las roscas finas proporcionan una resistencia a la tracción superior y una excelente sujeción frente a las vibraciones, lo que las hace esenciales para aplicaciones de precisión y aquellas expuestas a esfuerzos intensos.
- Series especializadas como la 8UN y el sistema métrico ISO proporcionan soluciones normalizadas para necesidades industriales específicas.
Durante la producción o el ciclo de vida de un componente, es posible recurrir a diferentes métodos para medir sus roscas, incluido el paso. Esto puede hacerse con un simple peine para roscas, con máquinas de medición de alta tecnología o incluso realizando una réplica de alta precisión con la ayuda de un producto de toma de impresiones.
La selección del paso de rosca adecuado es una decisión de ingeniería crítica. Su control periódico es igualmente importante para garantizar que el ensamblaje funcione de manera fiable y conforme a las expectativas.
Preguntas frecuentes
1. ¿Por qué elegir una rosca de paso grueso (UNC) si una fina (UNF) es técnicamente más resistente?
Se elige una rosca de paso grueso por sus ventajas prácticas. Se monta mucho más rápido, es menos propensa al gripado, tolera la suciedad o daños menores y requiere una menor longitud de acoplamiento para garantizar una sujeción segura. Es ideal para la construcción general y aplicaciones donde la velocidad prima sobre la máxima resistencia a la tracción.
2. Para las roscas imperiales, ¿un TPI más elevado significa una rosca más fina o más gruesa?
Un TPI más elevado significa una rosca más fina. Por ejemplo, un pe o 1/2-20 (20 TPI) tiene más hilos por pulgada que un pe o 1/2-13 (13 TPI), lo que hace que la rosca 1/2-20 sea la más fina de las dos.
3. ¿Cuál es la principal diferencia en cómo se definen el paso métrico y el imperial?
La diferencia fundamental reside en el marco de referencia. El sistema imperial cuenta el número de hilos en una distancia fija (hilos por pulgada). El sistema métrico mide la distancia de una cresta de filete a la siguiente en milímetros.
4. ¿Cuándo se utiliza generalmente la serie de 8 hilos (8UN)?
La serie 8UN, con su paso constante de 8 hilos por pulgada, se utiliza específicamente para elementos de fijación de gran tamaño, con un diámetro de 1 pulgada o más. Es una norma frecuentemente requerida en aplicaciones industriales de alta presión y alta temperatura, como las regidas por las normas ASTM.
5. ¿Cómo medir roscas internas inaccesibles con un peine para roscas?
Para roscas internas de difícil acceso, la mejor solución es utilizar un producto de toma de impresiones como Plastiform. Esta resina de tipo pastoso crea una réplica sólida y perfecta de las roscas, que luego se puede extraer y medir externamente con facilidad usando un calibre, un proyector de perfiles o un peine para roscas.


