
Last updated:
Plastiform P80 Ra ist, wie der Name bereits andeutet, ein Produkt, das die Ra-Rauheit einer Oberfläche präzise kopiert und identisch wiedergibt. Diese Eigenschaft macht seinen Einsatz vor allem dort möglich, wo die zu messende Oberfläche für das Messgerät unzugänglich ist.
Inhaltsverzeichnis
Rauheit mit Plastiform
Definition
Die Rauheit bezeichnet die Unregelmäßigkeiten einer Oberfläche, die durch feine Höhenunterschiede entstehen.
Der arithmetische Mittenrauwert, kurz Ra, ist der arithmetische Mittelwert der absoluten Abweichungen des Profils von der Mittellinie. Anders ausgedrückt, beschreibt er den durchschnittlichen Höhenunterschied zwischen den Spitzen und Täle des Profils entlang einer definierten Messstrecke.
Dieser Ra-Wert kann mit einem taktilen Rauheitsmessgerät an einem P80-Ra-Abdruck ermittelt werden. Andere Kenngrößen (Rt, Rz etc.) lassen sich hingegen nur mit berührungslosen Oberflächenmesssystemen bestimmen.
Auflösung des Abdrucks
Die Auflösung beschreibt den kleinsten Wert, den ein Messsystem auf dem Abdruck noch zuverlässig erkennen kann.
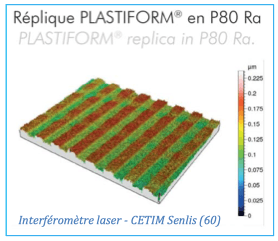
Tests mit optischen Systemen mit subnanometrischer Auflösung (Laserinterferometer und Scans) ergaben eine Auflösung des Abdrucks im Bereich von 1 Nanometer. Das belegt, dass Plastiform-Produkte – und insbesondere P80 Ra – in der Lage sind, Oberflächendetails im Nanometerbereich präzise wiederzugeben.
Grundsätzlich wird für die Vermessung von Plastiform-Abdrücken ein optisches Messsystem empfohlen. Dennoch liefert auch die taktile Messung hochpräzise Ergebnisse, sofe das korrekte Verfahren eingehalten wird.
Messsysteme und Ergebnisse
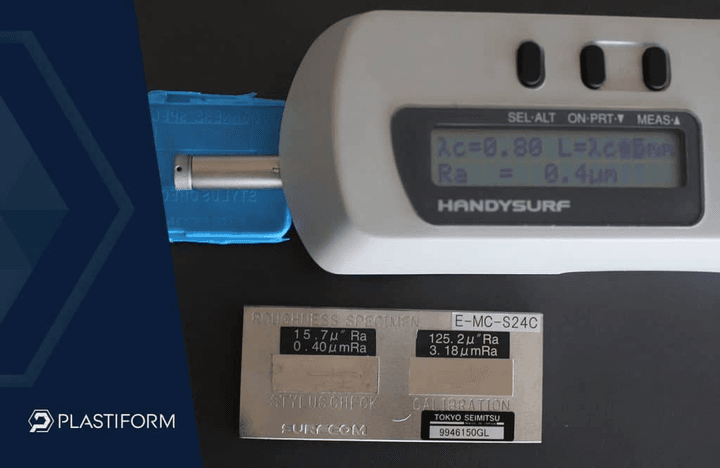
Es gibt zwei Haupttypen von taktilen Rauheitsmessgeräten: Tastschnittgeräte mit und ohne Kufe. Obwohl sich beide für Messungen an P80-Ra-Abdrücken eignen, werden die besten Ergebnisse für gewöhnlich mit kufenlosen Geräten erzielt. Mit diesen Geräten lassen sich Genauigkeiten im Bereich von ± 0,1 µm erreichen.
Für höchste Präzision sind optische (berührungslose) Messsysteme die beste Wahl. Sie ermöglichen es, selbst Ra-Rauheiten von unter 0,020 µm mit außerordentlicher Genauigkeit zu bestimmen.
Methodik für die taktile Messung
Dieses Verfahren basiert auf den Erfahrungen aus zahlreichen Kundenanwendungen. Es beschreibt die beste Vorgehensweise, um mit einem taktilen Messgerät optimale Ergebnisse zu erzielen.
1. Die Oberfläche gründlich reinigen
Vor der Abformung ist es unerlässlich, das Bauteil mit dem Entfetter DN1 sorgfältig zu reinigen, um eine Verfälschung der Messergebnisse zu vermeiden. Die Oberfläche muss absolut sauber und frei von Fett- oder Ölrückständen sein. Auch Staub beeinträchtigt die Qualität des Abdrucks.
2. Anleitung zur Abdrucknahme befolgen
Die Rauheitsmessung erfordert eine sorgfältige Anwendung von Plastiform auf der Prüffläche. Beachten Sie für eine qualitativ hochwertige Abformung die entsprechenden Anwendungshinweise.
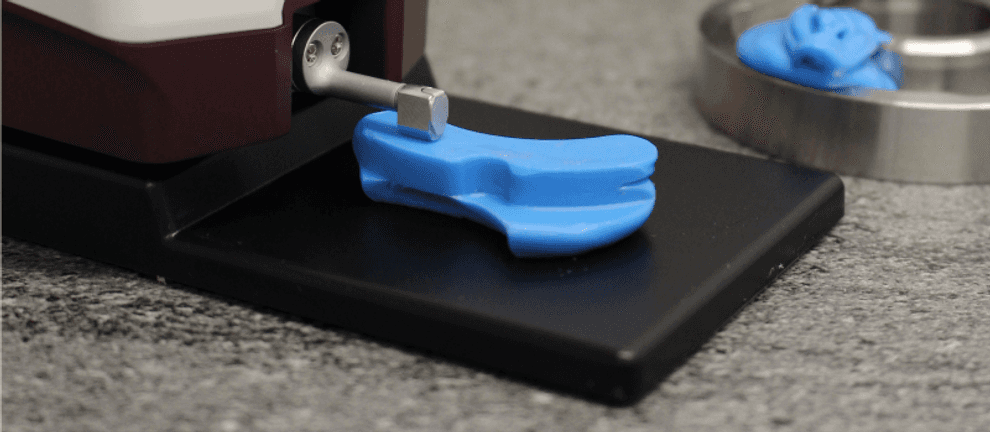
P80 Ra ist ein pastöses, nicht fließendes Produkt und kann somit auf jeder Art von Oberfläche aufgetragen werden.
Achten Sie jedoch darauf, Lufteinschlüsse zu vermeiden!
Wir empfehlen, die Paste mit einem flachen Gegenstand gegen die zu messende Oberfläche zu drücken. So stellen Sie sicher, dass das Produkt gut in die Mikrostrukturen der Oberfläche eindringt und gleichzeitig eine plane Auflagefläche für die spätere Messung entsteht.
So erhalten Sie einen ausgehärteten Abdruck, der sich später leicht unter dem Messtaster positionieren lässt.
3. Nach dem Aushärten 30 Minuten warten
Sobald das P80 Ra ausgehärtet ist, lassen Sie den Abdruck für etwa 30 Minuten ruhen, bevor Sie mit der Messung beginnen. In dieser Zeit erreicht das Material seine endgültige Härte von 80 Shore A.
Diese Härte ist eine Grundvoraussetzung für eine präzise Messung.
4. Das Messsystem kalibrieren
Bevor Sie die Messung am P80-Ra-Abdruck durchführen, ist eine ordnungsgemäße Kalibrierung Ihres Messsystems unerlässlich.
Wir empfehlen sogar, das Rauheitsmessgerät vorab an einem Abdruck Ihres Rauheitsnormals zu testen, um die Messgenauigkeit zu verifizieren. Erstellen Sie hierfür einen Abdruck des Normals und vergleichen Sie die darauf gemessenen Werte mit den Werten des Originals.
5. Den Abdruck korrekt positionieren
Positionieren Sie den Abdruck so, dass die Riefen senkrecht zur Messrichtung verlaufen. Stellen Sie sicher, dass er stabil und möglichst plan aufliegt.
Wie unter Punkt 2 beschrieben, empfehlen wir, bei der Abformung eine plane Rückseite zu erzeugen. Der Abdruck muss zudem gut fixiert sein, damit er sich durch die Bewegung des Messtasters nicht verschiebt.
Halten Sie den Abdruck nicht mit den Finge fest, da dies zu kleinsten Bewegungen und damit zu Messfehle führt.
6. Die Messung durchführen
Gemäß Norm sollte das Profil an fünf verschiedenen Stellen gemessen werden, um einen zuverlässigen Mittelwert zu bilden.
Da der Messtaster die Oberfläche des Abdrucks leicht beschädigen kann, sollte die Messung nicht zweimal an exakt derselben Stelle durchgeführt werden.
Einflussfaktoren auf das Messergebnis
Bei der Messung der Oberflächenrauheit können verschiedene Faktoren das Ergebnis beeinflussen. Bei der Messung an einem Abdruck kommen weitere hinzu. Nachfolgend finden Sie eine Übersicht der wichtigsten Punkte.
1. Umgebungsbedingungen
Sowohl Temperaturschwankungen als auch die Luftfeuchtigkeit können das Messergebnis beeinflussen.
2. Anwender und Messstrategie
Die Erfahrung des Messtechnikers beeinflusst das Ergebnis ebenso wie die Wahl der richtigen Messmethode und des passenden Tasters. Dies sind entscheidende Faktoren für optimale Resultate.
3. Messgerät
Die Wahl des passenden Messgeräts kann den Unterschied zwischen einer einfachen und einer komplexen Prüfung ausmachen.
Einige Geräte sind hervorragend mit Plastiform-Abdrücken kompatibel, während andere Probleme bereiten können. Wir empfehlen daher stets einen Vortest, um die Kompatibilität Ihrer Ausrüstung sicherzustellen.
4. Messobjekt
Sowohl die Originaloberfläche als auch der Abdruck müssen absolut sauber sein. Zudem muss der Plastiform-Abdruck seine endgültige Härte erreicht haben (ca. 30 bis 40 Minuten nach der Anwendung).
Es ist außerdem wichtig, die Prüffläche des Abdrucks bestmöglich zu schonen. Da er nicht aus Metall besteht, sollte er weder zerkratzt noch gerieben oder stark verformt werden. Gehen Sie bei der Handhabung und Positionierung mit Sorgfalt vor.
5. Ra-Grenzwert
Beträgt die Ra-Rauheit der Oberfläche weniger als 0,4 µm, ist die taktile Messung nicht mehr geeignet.
Die geringe Rauheit kann zu Messabweichungen und somit zu Fehlinterpretationen durch das Messgerät führen.
Daher sollte bei zu messenden Rauheiten von 0,4 µm oder weniger auf ein optisches (berührungsloses) Messsystem zurückgegriffen werden.


