Last updated:
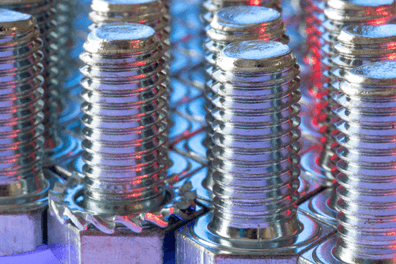
Schweißraupen sind Linien aus geschweißtem Metall, die durch das Einbringen von Zusatzmetall in die Verbindung zwischen zwei Metallteilen entstehen. Diese Raupen schaffen starke Verbindungen, die die Teile zusammenhalten.
Als Ingenieur mussten Sie wahrscheinlich schon mit Schweißraupenfehler umgehen, die durch falsche Brennertechniken verursacht wurden.
In diesem Artikel behandeln wir alles, was Sie wissen müssen, um dies künftig zu verhindern, von der eigentlichen Herstellung der Raupe bis hin zum Schweißqualitätskontrollprozess.
Inhaltsverzeichnis
Was ist eine Schweißraupe?
Eine Schweißraupe entsteht, wenn Sie in einem Durchgang Ihres Brenners Schweißmetall (in einer Linie) abscheiden.
Sie erzeugen sie, indem Sie Zusatzmaterial in die Verbindung zwischen zwei Metallteilen schmelzen. Dieser Prozess verschmilzt die Metalle miteinander und erhöht die Festigkeit der Verbindung.
Je nachdem, wie Sie sie erzeugen (die Bewegung, die Sie während des Prozesses ausführen), kann die Raupe unterschiedlich aussehen und aus ingenieurtechnischer Sicht unterschiedliche Eigenschaften haben.
Ihre Brennerbewegung bestimmt Form, Größe und Tiefe der Raupe:
- Ein gleichmäßiges Ziehen sorgt für tiefes Eindringen und starke Verbindungen,
- Ein schnelles Pendeln verteilt das Metall breiter, um eine größere Fläche abzudecken.
Das sind nur 2 Beispiele von vielen, die wir später behandeln werden. Die Technik beeinflusst die Schweißeigenschaften maßgeblich.
Kontrollieren Sie Ihre Geschwindigkeit und Ihren Winkel, um Probleme wie ungleichmäßige Breite oder flache Anbindung an das Grundmetall zu vermeiden.
Denken Sie an Strichraupen für gerade Durchläufe, die die Dinge einfach und präzise halten. Wenn Sie pendeln, bewältigen Sie die Wärme besser bei größeren Verbindungen.
Diese Entscheidungen helfen Ihnen, die Raupe an die jeweilige Aufgabe anzupassen, sei es ein dünnes Blech oder ein schweres Rohr.
Schlechte Kontrolle kann zu Schweißraupenfehler wie Rissen oder Löchern führen.
Für die Kontrolle des Raupenaussehens streben Sie Schenkel an, die mindestens 80 Prozent der Dicke des dünneren Metalls erreichen, wie KEYENCE in ihrem Messführer 2024 angibt.
Dies stellt sicher, dass die Raupe unter Belastung standhält.
Bedeutung von Schweißraupen
Raupen sorgen für starke Verbindungen, die Strukturen unter Druck zusammenhalten. Sie schaffen solide Verbindungen zwischen mehreren Metallteilen.
Dies ermöglicht eine gleichmäßige Verteilung der Lasten über die Verbindung.
Eine gut geformte Raupe wirkt als Brücke für die Lastübertragung. Dieses Design hilft, Spannungskonzentrationen zu vermeiden, die zu potenziellen Problemen führen können.
Raupen bieten auch Dichtungseigenschaften.
Sie verhindern, dass Gase oder Flüssigkeiten durch die Verbindung dringen. Wählen Sie das richtige Zusatzmetall, um die Korrosionsbeständigkeit zu erhöhen.
Bereits 1% Lufteintritt im Schutzgas verursacht verteilte Porosität in Schweißnähten. Werte über 1,5% erzeugen grobe, oberflächenoffene Poren, laut TWI Global im Jahr 2024.
Eine ordnungsgemäße Raupenbildung reduziert diese Risiken und unterstützt langfristig eine gute Leistung.
Eine gute Kontrolle über das Raupenaussehen verhindert Schweißraupenfehler wie Einbrandkerben.
Warum verschiedene Brennerbewegungen verwenden?
Sie stehen vor verschiedenen Herausforderungen beim Schweißen, je nach Position Ihrer Arbeit:
Zunächst zieht die Schwerkraft am geschmolzenen Metall, also passen Sie Ihren Brennerpfad an, um es an Ort und Stelle zu halten.
Bei dünnen oder hitzeempfindlichen Materialien (Aluminium, Titan usw.) wählen Sie Bewegungen, die überschüssige Wärme begrenzen, um Verformungen zu vermeiden.
Überkopfschweißen ist ebenfalls ein sehr komplexes Anwendungsbeispiel.
Hier bewegen Sie den Brenner schneller, um zu verhindern, dass Tropfen auf Ihr Schutzschild oder Gesicht fallen. Langsamere Geschwindigkeiten lassen die Schwerkraft gewinnen, was zu ungleichmäßigen Raupen führt.
Das sind die grundlegenden Beispiele, aber Sie haben wahrscheinlich Ihre eigenen aus Ihren täglichen Aufgaben.
Deshalb sollten Sie, bevor Sie mit Schweißarbeiten beginnen, die Grundlagen richtig verstehen und sich fragen: „Wie werde ich es erreichen? Was kann möglicherweise schiefgehen?“.
Gestalten Sie die Verbindung für guten Zugang und gute Verschmelzung:
- Wählen Sie Zusatzmaterial, das zu Ihren Metallen passt, wie Stäbe oder Draht für die jeweilige Aufgabe,
- Stellen Sie Ihre Maschine auf die passende Stromstärke und Spannung für Dicke und Typ ein,
- Planen Sie die Bewegungen basierend auf der Position der Schweißnaht.
Schweißen ist nicht so einfach, wie es scheinen mag. Es erfordert eine ordnungsgemäße Vorbereitung.
Arten von Raupen
Sie wissen, wie die Art und Weise, wie Sie Ihren Brenner halten und bewegen, die endgültige Schweißnaht formt. Die Brennerführung bleibt ähnlich, egal ob Sie Lichtbogen-, MIG- oder WIG-Schweißen verwenden.
Definitionen:
- Lichtbogenschweißen (SMAW) verwendet eine umhüllte Stabelektrode, um einen Lichtbogen für das manuelle Schweißen von schweren Metallen wie Stahl zu erzeugen, wobei schützende Schlacke entsteht.
- MIG-Schweißen (GMAW) führt eine kontinuierliche Drahtelektrode durch eine Pistole mit Inertgasabschirmung für schnelle, saubere Schweißnähte an dünnen bis mitteldickten Metallen.
- WIG-Schweißen (GTAW) verwendet eine nicht verbrauchende Wolframelektrode und Inertgas für präzise, hochwertige manuelle Schweißnähte an dünnen oder exotischen Materialien.
Kleine Änderungen passen zu jedem Verfahren.
Die Hauptmethoden zur Erzeugung von Schweißraupen umfassen Strichraupen und Pendelraupen.
Strichraupen
Eine Strichraupe verwendet ein geradliniges Ziehen oder Schieben mit Ihrem Brenner.
Es findet wenig seitliche Bewegung statt.
Das Ziehen richtet die Elektrode nach vorne aus, um die Schmelze zu führen. Dies sorgt für tiefes Eindringen und starke Schweißnähte.
Sie schieben die Brennerspitze für dünne oder hitzeempfindliche Metalle. Oder verwenden sie an vertikalen Stellen.
Das Schieben neigt den Brenner von der Schmelze weg. Die Wärme bleibt zurück, sodass die Schweißnaht schnell erstarrt.
Das Schieben verringert das Eindringen im Vergleich zur Ziehbewegung.
Strichraupen funktionieren in allen Positionen. Sie bleiben schmal.
Binden Sie immer die Schweißnahtflanke auf beiden Seiten ein, um eine gute Verschmelzung mit dem Grundmetall zu gewährleisten. Eine langsame Brennergeschwindigkeit lässt die Schmelze die Fugenkanten bedecken. Eine winzige Seitenbewegung hilft bei Bedarf.
Zu viel seitliche Bewegung verwandelt sie in eine Pendelraupe.
Pendelraupen
Die Pendelraupentechnik schwingt Ihren Brenner seitlich entlang der Verbindung, fast wie ein „Zickzack“-Muster.
Es gibt viele mögliche Muster, die Sie verwenden können:
- Zickzack (konvex oder konkav, kreisförmiges Pendeln),
- Dreieckspendeln,
- Leiterpendeln,
- Gezacktes Pendeln.
Pendeln wird hauptsächlich zur Wärmekontrolle verwendet:
- Pausieren Sie an den Seiten, um eine ordnungsgemäße Verschmelzung sicherzustellen und Einbrandkerben zu verhindern.
- Bewegen Sie sich schnell über die Mitte, um ein flaches Raupenprofil beizubehalten und übermäßige Überhöhung zu vermeiden.
Spezifische Muster haben spezifische Verwendungszwecke:
- Dreieckspendeln: Am besten für vertikales Aufwärtsschweißen. Es bildet eine Ablage, um die Schmelze gegen die Schwerkraft zu stützen.
- Halbkreispendeln: Wird zur Wärmeanpassung verwendet. Pendeln Sie vor der Schmelze, um sie abzukühlen. Pendeln Sie durch den hinteren Teil der Schmelze, um die Wärme zu erhöhen.
In Überkopfposition ist das Pendeln schwierig, aber effizient und spart Zeit im Vergleich zum Ausführen mehrerer Strichraupen.
Lichtbogen-Schweißbewegung
Für eine offene Wurzelfugenschweißung mit einem Lichtbogenschweißgerät ist die Technik eine „Peitschbewegung“.
Meistens mit einer E6010– oder E6011-Elektrode.
Das Ziel ist es, eine vollständige Durchdringung zu erreichen. Wenn Sie die Elektrode durch den Spalt drücken, öffnet sich ein Schlüsselloch an der Vorderseite der Schweißschmelze.
Dieses Schlüsselloch ist der Indikator dafür, dass Sie beide Seiten der Verbindung an der Wurzel verschmelzen.
Ihre Hauptaufgabe besteht darin, die Größe dieses Schlüssellochs zu kontrollieren. Wenn es zu groß wird, brennen Sie durch.
Sie kontrollieren es, indem Sie die Elektrode schnell nach oben und von der Schmelze weg peitschen.
Diese Bewegung kühlt die Schmelze ab, verkleinert das Schlüsselloch und ermöglicht es der Schweißnaht dahinter zu erstarren. Sie bringen die Elektrode dann sofort wieder in die Schmelze zurück, um mehr Metall abzuscheiden.
Die Geschwindigkeit Ihrer Peitschbewegung wird durch die Wärme bestimmt.
Sie können ohne Peitschbewegung beginnen und Ihre Geschwindigkeit erhöhen, wenn sich die Wärme im Blech aufbaut.
Walking the Cup (WIG)
Für hochpräzise Wurzeldurchgänge an Rohren wird oft WIG-Schweißen verwendet.
Die Technik wird „Walking the Cup“ genannt.
Anstatt mit dem Handgelenk zu pendeln, wiegen Sie den Keramikbecher des Brenners physisch hin und her entlang der abgeschrägten Kanten der Verbindung.
Dies erzeugt eine sehr gleichmäßige und saubere Schweißraupe.
Häufige Fehler, die zu beachten sind
Wie wir gesehen haben, helfen die verschiedenen Techniken beim Aufbau starker Verbindungen, aber schlechte Kontrolle führt oft zu Schweißraupenfehler, die Ihre Arbeit schwächen.
Probleme wie Porosität, Einbrandkerben und hohe Überhöhung können die Sicherheit und Haltbarkeit in mechanischen Projekten beeinträchtigen.
Wir haben bereits einen vollständigen Überblick über Schweißqualitätsprüfung erstellt, der die meisten Fehler abdeckt, denen Sie im echten Arbeitsleben begegnen können.
Obwohl dies ein komplexes Thema ist, das einen eigenen Artikel erfordert, sind hier einige wichtige Dinge zu beachten, die direkt mit den besprochenen Techniken zusammenhängen:
Einbrandkerbe: Dies ist eine Nut, die in das Grundmetall entlang der Flanken der Schweißnaht geschmolzen wird. Sie wird am häufigsten durch übermäßige Vorschubgeschwindigkeit oder fehlende Pause an den Rändern eines Pendelns verursacht. Der Lichtbogen schmilzt das Grundmetall, aber Sie bewegen sich weiter, bevor Zusatzmetall es ersetzen kann.
Prävention: Pausieren Sie kurz auf jeder Seite Ihres Pendelns. Dies ermöglicht es der Schweißschmelze, sich vollständig zu füllen und einen glatten Übergang zum Grundblech sicherzustellen.
Übermäßige Verstärkung (hohe Überhöhung): Dies ist zu viel Schweißmetall, das in der Mitte der Raupe aufgebaut wird. Es ist ein direktes Ergebnis davon, sich zu langsam über die Mitte eines Pendelns zu bewegen. Dies konzentriert Zusatzmetall in einem Bereich und schafft einen Schwachpunkt aufgrund von Spannungskonzentration an den Flanken.
Prävention: Erhöhen Sie Ihre Vorschubgeschwindigkeit, wenn Sie die Mitte der Verbindung überqueren. Das Ziel ist eine flache oder nur leicht konvexe Schweißnahtoberfläche.
Unvollständiges Eindringen: Dies tritt auf, wenn die Schweißnaht die Wurzel der Verbindung nicht erreicht und einen ungefüllten Spalt hinterlässt. Es wird oft durch unzureichende Stromstärke, zu schnelle Vorschubgeschwindigkeit oder falsche Technik beim Wurzeldurchgang verursacht (wie das Versäumnis, ein Schlüsselloch zu etablieren und aufrechtzuerhalten).
Prävention: Stellen Sie sicher, dass Ihre Maschine korrekt eingestellt ist und konzentrieren Sie sich bei einem Wurzeldurchgang darauf, ein gleichmäßiges Schlüsselloch aufrechtzuerhalten.
Porosität: Dies sind Gasblasen oder Hohlräume, die in der Schweißnaht eingeschlossen sind. Porosität wird durch Kontamination verursacht, entweder aus der Atmosphäre aufgrund einer langen Lichtbogenlänge oder durch Verunreinigungen wie Öl, Feuchtigkeit oder Rost auf dem Grundmaterial.
Prävention: Halten Sie eine kurze Lichtbogenlänge und arbeiten Sie immer mit sauberem, trockenem Grundmetall und Verbrauchsmaterialien.
Fazit
Die Erzeugung einer qualitativ hochwertigen Schweißraupe erfordert eine gute Technik. Es geht nicht nur darum, etwas Metall in die Mitte von zwei Teilen zu legen, um sie zusammenzukleben.
Wir haben behandelt, dass Strichraupen gerade, eindringende Schweißnähte liefern, während Pendelraupen zur Wärmekontrolle und zum Füllen breiterer Verbindungen verwendet werden.
Der Erfolg jedes Pendelns hängt von Ihrer Technik ab: Pausieren an den Seiten, um Einbrandkerben zu verhindern, und schnelles Bewegen über die Mitte, um übermäßige Überhöhung zu vermeiden.
Sobald Sie diese Bewegung beherrschen, sind die meisten Ihrer Schweißnähte fehlerfrei.
Darüber hinaus:
Spezifische Verfahren erfordern einzigartige Bewegungen.
Die Peitsch-Technik beim Lichtbogenschweißen ist eine wichtige Technik zur Kontrolle des Schlüssellochs, um vollständiges Wurzeleindringen sicherzustellen.
Für Arbeiten, die sehr hohe Präzision erfordern, bietet die „Walking the Cup“-Methode des WIG-Schweißens die beste Konsistenz.
Jede dieser Techniken funktioniert hervorragend, um zu verhindern, dass Ihre Schweißnähte die meisten häufigen Fehler aufweisen.
Häufig gestellte Fragen
Wann sollte ich eine einfache Strichraupe anstelle einer komplexeren Pendelraupe verwenden? Sie sollten eine Strichraupe für schmale Verbindungen verwenden, bei denen ein einzelner, gerader Durchgang ausreicht. Sie ist ideal für Wurzeldurchgänge und Situationen, in denen Sie tiefes, fokussiertes Eindringen benötigen, ohne dem umgebenden Metall überschüssige Wärme zuzuführen. Verwenden Sie eine Pendelraupe, wenn Sie einen breiteren Spalt füllen, zwei Teile mit einer erheblichen Fase überbrücken oder die Wärme bei nachfolgenden Durchgängen über einen größeren Bereich verwalten müssen.
Was passiert genau, wenn ich an den Seiten eines Pendelns nicht pausiere? Wenn Sie an den Seiten (den „Flanken“) Ihres Pendelns nicht pausieren, werden Sie wahrscheinlich eine Einbrandkerbe verursachen. Dies ist ein Fehler, bei dem der Lichtbogen eine Nut in das Grundmetall schmilzt, Sie sich aber zu schnell wegbewegen, als dass das Zusatzmetall sie füllen könnte. Dies erzeugt einen Schwachpunkt entlang der Kante Ihrer Schweißnaht. Die Pause gewährleistet vollständige Verschmelzung und einen glatten Übergang von der Schweißnaht zum Grundblech.
Was ist ein „Schlüsselloch“ beim Lichtbogenschweißen und warum ist es für einen Wurzeldurchgang so wichtig? Ein Schlüsselloch ist das kleine Loch, das sich an der vorderen Kante der Schweißschmelze bildet, wenn ein offener Wurzeldurchgang durchgeführt wird. Es ist Ihre visuelle Bestätigung, dass Sie ein vollständiges Eindringen erreichen, die beiden Metallstücke am Boden der Verbindung vollständig miteinander verschmelzen. Die Kontrolle seiner Größe durch „Peitschen“ der Elektrode ist entscheidend. Wenn es zu groß wird, brennen Sie komplett durch das Metall, und wenn es sich schließt, erhalten Sie kein vollständiges Eindringen.
Was ist der Hauptunterschied zwischen der „Peitsch“-Bewegung und der „Walking the Cup“-Technik? Sie sind Techniken für zwei verschiedene Schweißverfahren. Peitschen ist eine Handgelenk- und Armbewegung, die beim Lichtbogenschweißen (SMAW) verwendet wird, hauptsächlich mit E6010/E6011-Elektroden, um Wärme und Eindringen bei einem Wurzeldurchgang zu kontrollieren. Walking the Cup ist eine physische Technik für das WIG-Schweißen (GTAW), bei der Sie den Keramikbecher des Brenners hin und her entlang der Verbindung wiegen. Es verwendet den Brenner selbst, um ein hochgradig konsistentes und präzises Pendeln zu erzeugen, was ideal für kritische Rohrschweißungen ist.
Ich bekomme einen hohen, abgerundeten Klumpen in der Mitte meiner Pendelraupen. Was mache ich falsch? Sie bewegen sich zu langsam über die Mitte der Verbindung. Dieser Fehler wird als übermäßige Verstärkung oder „hohe Überhöhung“ bezeichnet. Wenn Sie in der Mitte verweilen, lagern Sie zu viel Zusatzmetall an einer Stelle ab. Um dies zu beheben, halten Sie Ihre Pause an den Seiten bei, aber erhöhen Sie Ihre Vorschubgeschwindigkeit, wenn Sie über die Mitte der Schweißnaht gehen. Das Ziel ist ein flaches oder nur leicht konvexes Raupenprofil.
Welche Qualitätsstandards leiten die Schweißraupeninspektion? Es gibt mehrere Standards, die auf Ihre Anwendung anwendbar sein können. Der erforderliche Code ist spezifisch für die Branche und Anwendung. In den USA sind die häufigsten AWS D1.1 für Stahlbau, ASME Section IX für Druckbehälter und API 1104 für Pipelines. International wird ISO 5817 weit verbreitet verwendet.